Tùy chỉnh linh kiện và phụ kiện lan can bằng thép không gỉ - Dành riêng cho bạn
Phụ kiện lan can OEM, ODM, OBM - Khả năng lắp lan can vượt xa sự mong đợi của bạn
Dah ShiPhụ kiện inox tinh tế của tay vịn/lan can/Vật liệu xây dựng bằng kim loại



Dah Shi Sản xuất phụ kiện lan can với 1.000 lựa chọn khuôn mẫu --
Tiết kiệm chi phí. Tiết kiệm thời gian
Với hơn 1.000 khuôn mẫu có sẵn và 40 năm kinh nghiệm,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) cung cấp các phụ kiện lan can chi phí thấp cùng với thiết kế sáng tạo và tiếp tục thu hút được sự chú ý của khách hàng quốc tế. Bất kể lan can vuông hay tròn, phụ kiện tay vịn cho tường, chân ray cầu thang, khuỷu tay vịn cầu thang, nắp cuối hoặc thanh nối, tất cả chúng đều được chế tạo để đáp ứng kích thước tiêu chuẩn quốc tế của Nhật Bản, phương Tây và châu Âu. TạiDah Shi, tất cả các thành phần lan can đều được làm bằng thép không gỉ, loại thép phổ biến và có thể tái chế 100%.
Giải pháp thiết kế lắp lan can tổng thể


Xử lý tấm thép không gỉ: máy định hình lại cho phụ kiện lan can
Một thiết kế lan can cầu thang đầy phong cách mà không có nhà sản xuất có kinh nghiệm cung cấp các giải pháp thích hợp có thể sẽ tốn kém vì có nhiều yêu cầu gia công khác nhau, bao gồm đúc sáp bị mất, rèn nguội, tạo hình tấm kim loại, đục lỗ, hàn, uốn, v.v. là rất quan trọng vàDah Shigiỏi việc đó.
Sản xuất linh kiện lan can và lan can bằng thép không gỉ một cửa
Dah Shicó khả năng cung cấp sản xuất một cửa, điều đó có nghĩa là mỗi bộ phận lắp lan can được thiết kế, sản xuất và kiểm tra nghiêm ngặt để đảm bảo độ chính xác và chất lượng về kích thước của nó. TạiDah Shi, có máy cuộn, dập, ép (máy đột dập, ép thủy lực tốc độ cao) tấm inox, máy uốn ống, ống dẫn; Máy tiện CNC, tạo hình và tiện tự động dành cho các phôi đúc mất sáp. Việc đập, đổ, khoan, hàn điện, hàn điểm argon, đánh bóng và lắp ráp được tiến hành sau khi các thành phần tay vịn và lan can bằng thép không gỉ được chế tạo. Máy làm sạch tự động bằng sóng siêu âm, máy sơn tĩnh điện và máy mài cũng có sẵn.
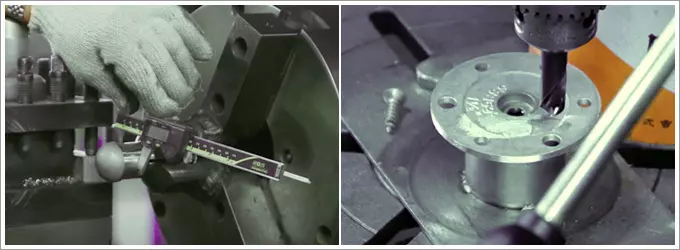
Máy tiện được ứng dụng để khoan lỗ trên đế lắp lan can
Ứng dụng linh kiện lan can và lan can bằng thép không gỉ
Dah ShiCác phụ kiện lan can của được lắp đặt trên toàn thế giới, trên thuyền, trong công viên, tại sân bay hoặc trường học, trong tòa tháp văn phòng, v.v. Và cũng nhờ kinh nghiệm dày dặn nên họ có khả năng mạnh mẽ trong việc cung cấp các lan can tùy chỉnh để đáp ứng nhu cầu của bạn. kỳ vọng cao.
-

Cắt tỉa và định hình lại là một trong những quy trình đảm bảo độ chính xác của từng bộ phận lan can, lan can
-

Thiết bị cắt ống inox cỡ lớn dùng để cắt ống với kích thước yêu cầu
-

Quy trình hoàn thiện bề mặt lan can inox
-

Các bộ phận lan can và lan can bằng thép không gỉ được sản xuất bởiDah Shi.
-

Các bộ phận lan can và lan can bằng thép không gỉ được sản xuất bởiDah Shi.
-
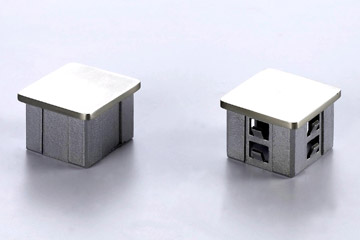
Các bộ phận lan can và lan can bằng thép không gỉ được sản xuất bởiDah Shi.
- Dah ShiCác bộ phận của cầu thang và tay vịn là:
- Chi phí hiệu quả
- Linh hoạt trong thiết kế và kiểu dáng.
- Bảo trì miễn phí
- Dễ dàng để làm sạch
- Có thể tái chế
Nếu bạn đang tìm kiếm sự tin cậy và chỉ có các phụ kiện lan can chất lượng cao , thì không cần phải tìm đâu xaDah Shi.
"TạiDah ShiRebecca Lee, giám đốc thiết kế của cho biết, các phụ kiện lan can hiện đại, phong cách và tiết kiệm chi phí được thiết kế dựa trên hơn 40 năm kinh nghiệm để đạt được mục tiêu của bạn.Dah Shi.

Quy trình lắp đặt lan can

1. Thiết kế khuôn của phụ kiện lan can
Đội ngũ chuyên gia tận tâm tạiDah Shihợp tác chặt chẽ với khách hàng của họ từ giai đoạn thiết kế cho đến thẩm định cuối cùng để đảm bảo rằng cả khuôn và sản phẩm cuối cùng đều đáp ứng tất cả các yêu cầu của họ.
Các nhà thiết kế phụ kiện lan can làm việc với các nhà sản xuất khuôn của họ trong suốt quá trình thiết kế và chế tạo khuôn bằng cách sử dụng phần mềm tiêu chuẩn công nghiệp mới nhất. Máy tính hỗ trợ sản xuất (CAM) có khả năng đọc các tệp dữ liệu và tạo ra các khuôn phức tạp, hỗ trợ hiệu quả trong việc cung cấp các khuôn phun chính xác, chi phí thấp. Các kỹ sư của chúng tôi giúp xác định khả năng đúc của thiết kế lắp lan can và có thể đưa ra đề xuất để cải thiện thiết kế hoặc hiệu suất đúc. Các kỹ sư cũng hoàn toàn thông thạo các quy trình sản xuất và sự hiện diện của họ trong các nhà máy mang lại sự hỗ trợ liên tục trong quá trình sản xuất.
Bất kể bản vẽ nguồn của bạn là gì, kỹ sư của chúng tôi có thể chuyển đổi bản vẽ của bạn thành mô hình rắn. Bản vẽ chắc chắn này cho phép bạn xem được hình dáng cuối cùng của các phụ kiện lan can bằng thép không gỉ.

2. Tạo mẫu sáp - tiêm sáp nóng chảy
Bản sao sáp của vật đúc mong muốn được sản xuất bằng phương pháp ép phun sử dụng khuôn kim loại. Sáp nóng chảy được bơm vào khuôn, tạo ra bản sao sáp chính xác của bộ phận. Một mẫu sáp phải được tiêm cho mỗi bộ phận đã hoàn thiện. Trong trường hợp nguyên mẫu, mẫu dùng một lần nhiệt được tạo bằng tệp CAD.
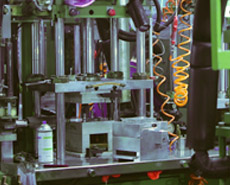
máy phun sáp dọc

máy phun sáp dọc cho các bộ phận lắp lan can

đúc cây và mầm cây

3. Lắp ráp mẫu sáp
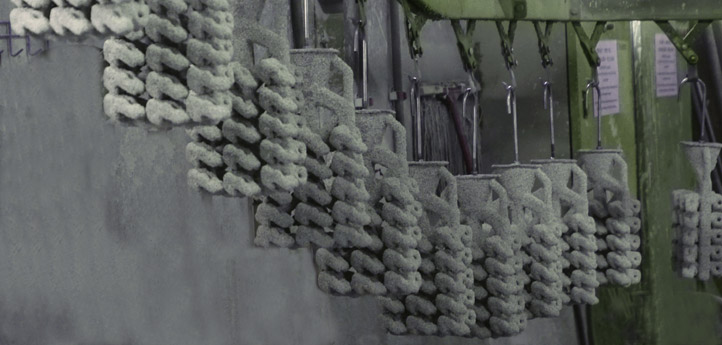
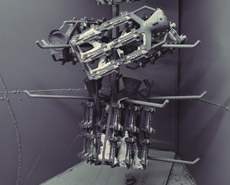
Quá trình đúc bắt đầu bằng việc sản xuất một mẫu sáp sử dụng khuôn chính xác. Các mẫu sáp được gắn chặt vào cổng vào một đường ray để tạo thành cụm. Cụm được nhúng vào bùn chịu lửa và phủ cát mịn sau đó sấy khô.
Quá trình nhúng và sấy khô được lặp lại cho đến khi đạt được độ dày chắc chắn. Sau đó, lớp vỏ gốm được nung nóng và sáp sẽ tan chảy. Những mẫu này được gắn thông qua một "cổng" vào một que sáp ở giữa, được gọi là "cây" hoặc "mầm", để tạo thành một cụm hoặc cụm đúc và gắn trên cốc rót.

lắp ráp mô hình sáp

4. Tòa nhà vỏ sò
Lớp vỏ được chế tạo bằng cách ngâm tổ hợp này trong bùn gốm lỏng rồi đặt vào lớp cát cực mịn. Một số lớp có thể được áp dụng theo cách này.

công nghệ phủ đúc đầu tư

Quá trình trát vữa lắp lan can đúc sáp bị mất

quá trình làm vỏ của quá trình đúc chảy – nhúng

5. Ngâm & Sấy
Quá trình nhúng và sấy khô được lặp lại cho đến khi đạt được độ dày chắc chắn. Sau đó, lớp vỏ gốm được nung nóng và sáp sẽ tan chảy. Điều này dẫn khuôn vào một khoang có thể chứa đầy kim loại nóng chảy.
Lớp phủ cát (vữa)

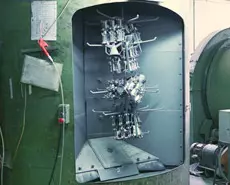
6. Tẩy lông
Khuôn rỗng được nung và hợp kim lỏng được đổ vào khuôn đã được nung nóng trước. Sau khi kim loại đông cứng lại, lớp vỏ bùn bị vỡ ra và bộ phận riêng lẻ được cắt ra khỏi các cổng kết nối. Các bộ phận được làm sạch và chịu các hoạt động thứ cấp tiếp theo.

7. Tan chảy và đổ
Lớp vỏ được lấp đầy bằng kim loại nóng chảy bằng nhiều kỹ thuật khác nhau và khi kim loại nguội đi, các bộ phận, cổng, cây và cốc rót sẽ trở thành vật đúc rắn.


Đổ kim loại nóng chảy


8. Gõ cửa và dọn dẹp
Khi kim loại nguội và đông đặc, lớp vỏ gốm sẽ bị vỡ ra do rung động hoặc phun nước.
Thiết bị đúc nóng chảy kim loại bao gồm một bình để chứa hỗn hợp nóng chảy và có phần thành có lỗ thoát khí nóng chảy hướng xuống dưới, bình nghiêng để phần thành này có thể được nâng lên và hạ xuống. Một đài phun nước có một đỉnh để nhận chất tan chảy khi được đăng ký với lỗ khai thác nói trên và một đáy để kết nối với đáy khuôn. Đệm kín có thể uốn cong, đàn hồi, kín khí có nghĩa là kết nối lỗ lấy áp và đỉnh đài phun nước khi phần thành được đề cập ở trên được hạ xuống bằng cách nghiêng bình.
Phương tiện bịt kín được chế tạo ở dạng hai phần, ăn khớp đàn hồi một cách linh hoạt khi hạ tường chuyển đổi có lỗ lấy áp xuống phía trên đài phun nước, một phần được nối với tường và phần còn lại được nối với đài phun nước. Phương tiện bịt kín có đường dẫn khí sao cho dòng kim loại lấy ra có thể được hút chân không để khử khí hoặc được bao quanh bởi khí trơ.

Loại bỏ vỏ bằng máy lắc
máy làm sạch hạt thép cho bộ phận lắp lan can
máy làm sạch hạt thép - một trong những quá trình đúc sáp bị mất

9. Cắt
Các bộ phận được cắt ra khỏi cây trung tâm bằng máy cưa ma sát tốc độ cao.

Loại bỏ bộ phận lắp lan can (cắt cổng) sau khi xử lý phần đúc sáp bị mất

10. Hoàn thiện
Quá trình xử lý, đánh bóng không có Burr

11. Thử nghiệm trong phòng thí nghiệm
Kiểm tra trong phòng thí nghiệm cho từng bộ phận cầu thang và tay vịn

12. Đóng gói và giao hàng
Đóng gói các bộ phận lan can và lan can bằng thép không gỉ
![]() Kiểm tra các phụ kiện lan can: khuỷu tay ray, mặt bích không gỉ, bộ chuyển đổi đường ray, phụ kiện bóng, phụ kiện trượt, phụ kiện xả, nắp đầu ray, phụ kiện hình vuông và giá đỡ đường ray, v.v.
Kiểm tra các phụ kiện lan can: khuỷu tay ray, mặt bích không gỉ, bộ chuyển đổi đường ray, phụ kiện bóng, phụ kiện trượt, phụ kiện xả, nắp đầu ray, phụ kiện hình vuông và giá đỡ đường ray, v.v.
Bất kỳ câu hỏi?
Bấm vào - "Liên Hệ Chúng Tôi" để viết ra nhu cầu của bạn, chúng tôi sẽ trả lời sớm!

VềDah ShiLắp lan can của
Dah ShiQuy trình đúc sáp tại nhà máy và mất sáp
Dah ShiƯu điểm phụ kiện lan can
Danh mục linh kiện và phụ kiện lan can
Danh mục phụ kiện và phụ kiện lan can
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Tìm kiếm
♦ cho các sản phẩm liên quan
