Edelstahl-Geländerzubehör und individuelle Komponentenanpassung – speziell für Sie angefertigt
Handlaufzubehör OEM, ODM, OBM – Möglichkeiten zur Handlaufmontage, die Ihre Erwartungen übertreffen.
Dah ShiExquisites Edelstahlzubehör für Handläufe / Balustraden / Metallbaumaterialien



Dah Shi Herstellung von Handlaufbeschlägen mit 1.000 Formen zur Auswahl –
kostensparend. Zeitersparnis
Mit über 1.000 verfügbaren Formen und 40 Jahren Erfahrung,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) bietet kostengünstige Handlaufbeschläge mit innovativen Designs und gewinnt bei internationalen Käufern immer mehr an Bekanntheit. Unabhängig davon, ob es sich um quadratische oder runde Balustraden, Handlaufbeschläge für Wände, Treppengeländersockel, Treppengeländerbögen, Endkappen oder Verbindungsstücke handelt, sie alle werden nach japanischen, westlichen und europäischen internationalen Standardgrößen hergestellt. BeiDah ShiAlle Geländerkomponenten bestehen aus rostfreiem Edelstahl, der beliebt und zu 100 % recycelbar ist.
Umfassende Designlösungen für Handlaufbeschläge


Handhabung von Edelstahlblechen: Umformmaschine für Handlaufbeschläge
Ein stilvolles Treppengeländerdesign ohne einen erfahrenen Hersteller, der geeignete Lösungen liefert, kann am Ende kostspielig sein, da verschiedene Bearbeitungsanforderungen gelten, darunter Wachsausschmelzguss, Kaltschmieden, Blechumformung, Stanzen, Schweißen, Biegen usw. Auswahl geeigneter Fertigungslösungen ist kritisch undDah Shiist gut darin.
Produktion von Handläufen und Balustradenkomponenten aus Edelstahl aus einer Hand
Dah Shiist in der Lage, eine Produktion aus einer Hand anzubieten. Das bedeutet, dass jede Handlauf-Befestigungskomponente sorgfältig entworfen, hergestellt und getestet wird, um ihre Größengenauigkeit und Qualität sicherzustellen. BeiDah Shi, es gibt Wickel-, Stanz- und Pressmaschinen (hydraulische Hochgeschwindigkeitsstanzmaschine und Pressmaschine) für Edelstahlbleche, Rohrbiegemaschinen für Rohre und Leitungen; CNC-, Form- und Drehautomaten für Wachsausschmelzguss-Werkstücke. Sobald die Handlauf- und Balustradenkomponenten aus Edelstahl hergestellt sind, werden Hämmern, Beschichten, Bohren, Elektroschweißen, Argonpunktschweißen, Polieren und Zusammenbauen durchgeführt. Eine automatische Ultraschallreinigungsmaschine, eine elektrostatische Pulverbeschichtungsmaschine und eine Schleifmaschine sind ebenfalls zugänglich.
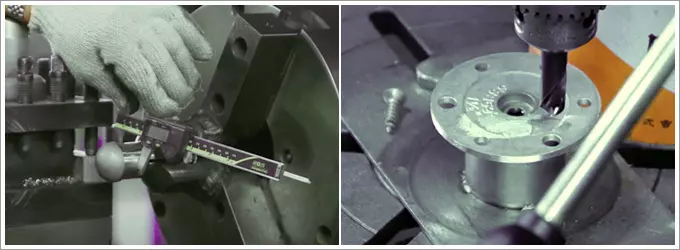
Die Drehmaschine wird zum Bohren von Löchern in Handlaufbefestigungssockel eingesetzt
Anwendung von Handlauf- und Balustradenkomponenten aus Edelstahl
Dah ShiGeländerzubehör von wird weltweit installiert, auf dem Boot, im Park, am Flughafen oder in der Schule, im Büroturm usw. Und auch aufgrund ihrer langjährigen Erfahrung verfügen sie über die starke Fähigkeit, maßgeschneiderte Handläufe zu liefern, die Ihren Anforderungen gerecht werden hohe Erwartungen.
-

Das Zuschneiden und Umformen ist einer der Prozesse, um die Präzision jedes Handlauf- und Balustradenbauteils sicherzustellen
-

Eine große Rohrschneideanlage aus Edelstahl zum Schneiden von Rohren mit den erforderlichen Größen
-

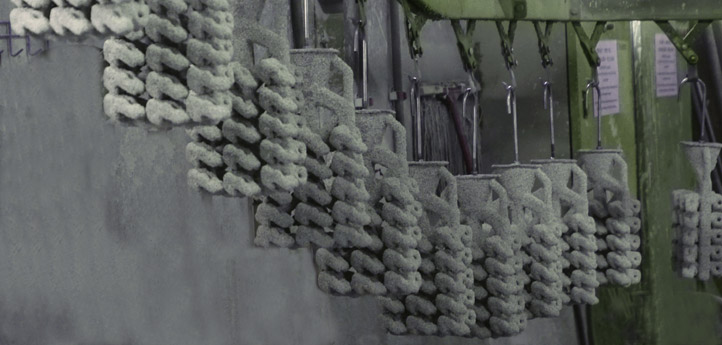
Oberflächenveredelung für Edelstahlbalustraden
-

Handlauf- und Balustradenkomponenten aus Edelstahl vonDah Shi.
-

Handlauf- und Balustradenkomponenten aus Edelstahl vonDah Shi.
-
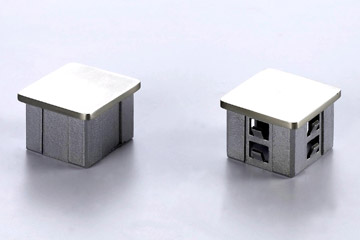
Handlauf- und Balustradenkomponenten aus Edelstahl vonDah Shi.
- Dah ShiDie Treppen- und Handlaufteile von sind:
- Kosteneffizient
- Flexibel in Design und Stil.
- Wartungsfrei
- Einfach zu säubern
- Recycelbar
Wenn Sie auf der Suche nach Vertrauenswürdigkeit und nur hochwertigen Handlaufbeschlägen sind , sind Sie bei uns genau richtigDah Shi.
"BeiDah Shi„Moderne, stilvolle und kostengünstige Handlaufbeschläge werden auf der Grundlage von über 40 Jahren Erfahrung entwickelt, um Ihre Ziele zu erreichen“, sagte Rebecca Lee, Designmanagerin vonDah Shi.

Prozess für Handlaufmontagekomponenten

1. Die Gestaltung von Handlaufbeschlägen
Team engagierter Fachleute beiDah Shiarbeiten von der Entwurfsphase bis zur abschließenden Qualifizierung eng mit ihren Kunden zusammen und stellen sicher, dass sowohl die Matrize als auch das Endprodukt alle ihre Anforderungen erfüllen.
Die Designer von Handlaufzubehör arbeiten während des gesamten Entwurfs und der Herstellung der Form mit ihren Stanzformherstellern zusammen und verwenden dabei die neueste Industriestandardsoftware. Die computergestützte Fertigung (CAM) ist in der Lage, Datendateien zu lesen und komplexe Formen effizient zu generieren, was bei der Bereitstellung präziser, kostengünstiger Spritzgussformen hilft. Unsere Ingenieure helfen dabei, die Gießfähigkeit des Handlaufbeschlagdesigns zu bestimmen, und es können Vorschläge zur Verbesserung des Gussdesigns oder der Leistung gemacht werden. Auch die Ingenieure sind mit den Produktionsabläufen bestens vertraut und unterstützen durch ihre Präsenz in den Fabriken kontinuierlich während der Produktion.
Unabhängig von der Quellzeichnung kann unser Ingenieur Ihre Zeichnung in ein Volumenmodell umwandeln. Diese solide Zeichnung ermöglicht es Ihnen, das endgültige Profil des Geländerzubehörs aus Edelstahl zu sehen.

2. Herstellung von Wachsmodellen – Einspritzen von geschmolzenem Wachs
Wachsnachbildungen der gewünschten Gussteile werden im Spritzgussverfahren mit einer Metallform hergestellt. Geschmolzenes Wachs wird in die Stumpfform eingespritzt, wodurch eine exakte Wachsnachbildung des Teils entsteht. Für jedes fertige Teil muss ein Wachsmodell eingespritzt werden. Im Falle eines Prototyps wird anhand einer CAD-Datei ein Wärmeabtragsmuster erstellt.
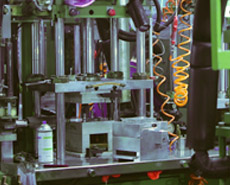
Vertikale Wachsspritzmaschine

Vertikale Wachsspritzmaschine für Handlauf-Befestigungsteile

Gießen von Bäumen und Angüssen

3. Zusammenbau des Wachsmusters
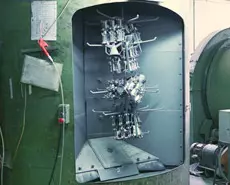
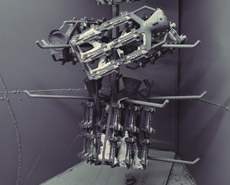
Der Gussprozess beginnt mit der Herstellung eines Wachsmodells mithilfe einer Präzisionsform. Die Wachsmodelle werden durch das Tor an einer Kufe befestigt und bilden einen Cluster. Der Cluster wird in feuerfeste Aufschlämmung getaucht, mit feinem Sand beschichtet und anschließend getrocknet.
Der Vorgang des Eintauchens und Trocknens wird wiederholt, bis eine stabile Dicke erreicht ist. Anschließend wird die Keramikschale erhitzt und das Wachs geschmolzen. Diese Modelle werden über ein „Tor“ an einem zentralen Wachsstab, der als „Baum“ oder „Anguss“ bezeichnet wird, befestigt, um einen Gusscluster oder eine Gussbaugruppe zu bilden, und auf einen Gießbecher montiert.

Montage von Wachsmodellen

4. Rohbau
Eine Hülle wird gebaut, indem die Baugruppe in eine flüssige Keramikaufschlämmung und dann in ein Bett aus extrem feinem Sand getaucht wird. Auf diese Weise können mehrere Schichten aufgetragen werden.

Feinguss-Beschichtungstechnologie

Wachsausschmelzverfahren zum Verputzen von Handläufen

Schalenherstellung im Feingussverfahren – Tauchen

5. Eintauchen und Trocknen
Der Vorgang des Eintauchens und Trocknens wird wiederholt, bis eine stabile Dicke erreicht ist. Anschließend wird die Keramikschale erhitzt und das Wachs geschmolzen. Dadurch gelangt die Form in einen Hohlraum, der mit der Metallschmelze gefüllt werden kann.
Sandbeschichtung (Stuck)

6. Entparaffinierung
Die Hohlform wird gebrannt und die flüssige Legierung in die vorgeheizte Form gegossen. Nach dem Erstarren des Metalls wird die Schlammhülle abgebrochen und das Einzelteil von den Verbindungstoren abgeschnitten. Die Teile werden gereinigt und weiteren Nachbearbeitungen unterzogen.

7. Schmelzen und Gießen
Die Schale wird mit verschiedenen Techniken mit geschmolzenem Metall gefüllt und wenn das Metall abkühlt, werden die Teile, die Tore, der Baum und der Gießbecher zu einem festen Gussstück.


Gießen von geschmolzenem Metall


8. Ausklopfen und Reinigen
Wenn das Metall abgekühlt und erstarrt ist, wird die Keramikschale durch Vibration oder Wasserstrahlen abgebrochen.
Eine Vorrichtung zum Gießen von Metallschmelzen umfasst einen Behälter zur Aufnahme der Schmelze und einen Wandabschnitt mit einem nach unten weisenden Schmelzeabstichloch, wobei der Behälter so geneigt ist, dass dieser Wandabschnitt angehoben und abgesenkt werden kann. Ein Brunnen hat eine Oberseite zur Aufnahme der Schmelze, wenn diese mit dem Abstichloch ausgerichtet ist, und eine Unterseite zur Verbindung mit der Unterseite einer Form. Ein gasdichtes, elastisch auslenkbares Dichtungsmittel verbindet das Zapfloch und die Fontänenoberseite, wenn der genannte Wandabschnitt darauf durch Kippen des Gefäßes abgesenkt wird.
Das Dichtungsmittel besteht aus zwei Teilen, die beim Absenken der Konverterwand mit dem Zapfloch auf die Oberseite des Brunnens elastisch nachgiebig ineinandergreifen, wobei ein Teil mit der Wand und der andere Teil mit dem Brunnen verbunden ist. Das Dichtungsmittel ist mit einem Gasdurchgang versehen, so dass der Abstichmetallstrom zur Entgasung evakuiert oder von einem Inertgas umgeben werden kann.

Ausschlagen der Schale mithilfe einer Schüttelmaschine
Stahlperlreinigungsmaschine für Handlauf-Befestigungskomponente
Stahlperlenreinigungsmaschine – eines der Wachsausschmelzverfahren

9. Schneiden
Die Teile werden mit einer Hochgeschwindigkeits-Reibungssäge vom zentralen Baum abgeschnitten.

Entfernen der Komponenten des Handlaufbeschlags (Anschnittschneiden) nach der Verarbeitung des Wachsausschmelzverfahrens

10. Fertigstellung
Gratfreie Behandlung, Polierprozess

11. Labortests
Labortest für jedes Treppen- und Handlaufteil

12. Verpackung und Lieferung
Verpackung der Handlauf- und Balustradenkomponenten aus Edelstahl
![]() Schauen Sie sich Geländerzubehör an: Schienenbögen, Edelstahlflansche, Schienenadapter, Kugelbeschläge, Aufsteckbeschläge, bündige Beschläge, Schienenendkappen, quadratische Beschläge und Schienenhalterungen usw.
Schauen Sie sich Geländerzubehör an: Schienenbögen, Edelstahlflansche, Schienenadapter, Kugelbeschläge, Aufsteckbeschläge, bündige Beschläge, Schienenendkappen, quadratische Beschläge und Schienenhalterungen usw.
Irgendwelche Fragen?
Klicke auf - "Kontaktieren Sie Uns" Sie Ihre Bedürfnisse, schreiben wir bald antworten!

UmDah Shi's Handlaufbeschlag
Dah ShiFabrik- und Wachsausschmelzverfahren
Dah ShiVorteile des Handlaufzubehörs
Kategorie „Geländerkomponente und Beschlag“.
Katalog für Geländerzubehör und -beschläge
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Suche
♦ verwandte Produkte
