ステンレススチール手すりアクセサリーとコンポーネントのカスタマイズ – お客様のために特別に作られました
手すりアクセサリー OEM、ODM、OBM – 期待を超える手すり取り付け機能
Dah Shi手すり/欄干/金属建築材料の精巧なステンレススチールアクセサリー



Dah Shi 1,000 種類の金型から選べる手すり金具
製造 -
コスト削減、時間節約
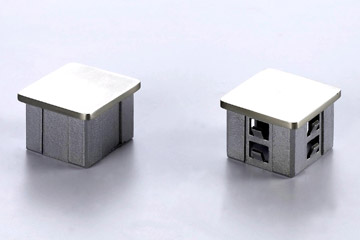
1,000種類以上の金型と40年の経験を持ち、Dah Shi Metal Industrial Co., Ltd.(Dah Shi)は、革新的なデザインとともに低コストの手すり金具を提供し、国際的なバイヤーから注目を集め続けています。四角い手すりや丸い手すり、壁用の手すり金具、階段の手すりベース、階段の手すりエルボ、エンドキャップ、ジョイナーなど、すべて日本、西洋、ヨーロッパの国際標準サイズに合わせて作られています。Dah Shiすべての手すり部品はステンレス鋼で作られており、人気があり、100%リサイクル可能です。
手すり取り付け設計のトータルソリューション


ステンレス鋼板ハンドリング:手すり金具の再成形機
スタイリッシュな階段手すりのデザインは、適切なソリューションを提供する経験豊富なメーカーがなければ、ロストワックス鋳造、冷間鍛造、金属板成形、打ち抜き、溶接、曲げなど、さまざまな加工要件があるため、コストが高くなる可能性があります。適切な製造ソリューションを選択することが重要であり、Dah Shiそれは得意です。
ステンレス製手すりと欄干部品のワンストップ生産
Dah Shiワンストップ生産が可能ということは、手すりの取り付け部品はそれぞれ、サイズの精度と品質を確保するために厳密に設計、製造、テストされていることを意味します。Dah Shiステンレス鋼板用のコイリング、パウンディング、プレス機(油圧高速パンチングマシンとプレスマシン)、チューブとパイプ用のパイプ曲げ機、ロストワックス鋳造のワークピース用のCNC、成形、自動旋盤機があります。ステンレス鋼の手すりと欄干部品が製造されると、パウンディング、トッピング、穴あけ、電気溶接、アルゴンスポット溶接、研磨、組み立てが行われます。超音波自動洗浄機、粉体静電塗装、研削盤も利用できます。
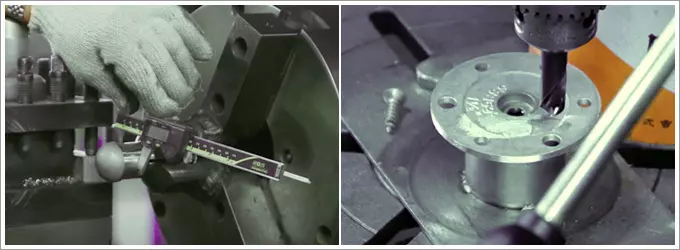
旋盤機を使用して手すりの取り付けベースに穴を開けます
ステンレス鋼の手すりと欄干部品の用途
Dah Shiの手すりアクセサリは、船上、公園、空港や学校、オフィスビルなど、世界中で設置されています。また、熟練した経験により、お客様の高い期待に応えるカスタム手すりを提供する強力な能力を備えています。
-

トリミングと再成形は、手すりと欄干の各部品の精度を確保するためのプロセスの一つです。




- Dah Shiの階段と手すりの部品は次のとおりです。
- コスト効率が良い
- デザインとスタイルは柔軟です。
- メンテナンスフリー
- お手入れ簡単
- リサイクル可能
信頼性と高品質の手すり金具をお探しなら、Dah Shi。
"でDah Shi「モダンでスタイリッシュ、そしてコスト効率に優れた手すり金具は、お客様の目標を達成するために40年以上の経験に基づいて設計されています」と、デザインマネージャーのレベッカ・リーは述べています。Dah Shi。

手すり取り付け部品のプロセス

1. 手すり金具の金型設計
献身的な専門家のチームDah Shi設計段階から最終認定まで顧客と緊密に連携し、金型と最終製品の両方が顧客のすべての要件を満たすようにします。
手すり付属品の設計者は、最新の業界標準ソフトウェアを使用して、金型の設計と製造の全工程で金型メーカーと連携します。コンピュータ支援製造 (CAM) は、データ ファイルを読み取り、複雑な金型を効率的に生成して、正確で低コストの射出成形金型の提供を支援します。当社のエンジニアは、手すり付属品設計の鋳造可能性の判断を支援し、鋳造設計や性能を改善するための提案を行うこともあります。エンジニアは製造プロセスにも精通しており、工場に常駐して製造中の継続的なサポートを提供します。
元の図面が何であっても、当社のエンジニアは図面をソリッド モデルに変換できます。このソリッド図面により、ステンレス鋼の手すりアクセサリの最終的なプロファイルを確認できます。

2. ワックスパターン作成 - 溶かしたワックスの注入
希望する鋳造品のワックスレプリカは、金属金型を使用した射出成形によって製造されます。溶融ワックスを金型に注入して、部品の正確なワックスレプリカを作成します。完成した部品ごとにワックスパターンを 1 つ注入する必要があります。プロトタイプの場合は、CAD ファイルを使用して熱可処分型が生成されます。
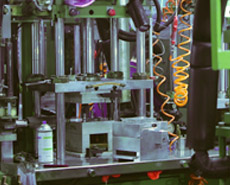
垂直ワックス注入機

手すり取付部品用垂直ワックス注入機

鋳造木と湯口

3. ワックスパターンの組み立て
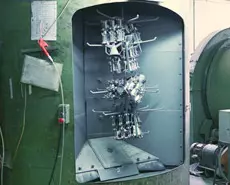
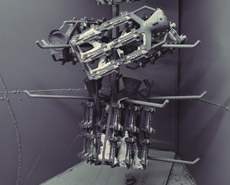
鋳造工程は、精密な鋳型を使用してワックスパターンを製作することから始まります。ワックスパターンはゲートによってランナーに固定され、クラスターを形成します。クラスターは耐火スラリーに浸され、細かい砂でコーティングされてから乾燥されます。
浸漬と乾燥のプロセスは、十分な厚さになるまで繰り返されます。その後、セラミック シェルが加熱され、ワックスが溶かされます。これらのパターンは、「ゲート」を介して「ツリー」または「スプルー」と呼ばれる中央のワックス スティックに取り付けられ、鋳造クラスターまたはアセンブリを形成し、注ぎ口付きカップに取り付けられます。

ワックスパターンの組み立て

4. シェルビルディング
シェルは、アセンブリを液体セラミックスラリーに浸し、次に非常に細かい砂の層に浸すことによって構築されます。この方法で複数の層を塗布することができます。

インベストメント鋳造コーティング技術

ロストワックス鋳造手すり取り付けスタッコ工程

インベストメント鋳造プロセスのシェル製造 - ディッピング

5. 浸漬と乾燥
浸漬と乾燥のプロセスは、十分な厚さになるまで繰り返されます。その後、セラミックシェルを加熱してワックスを溶かします。これにより、鋳型は溶融金属を充填できる空洞になります。
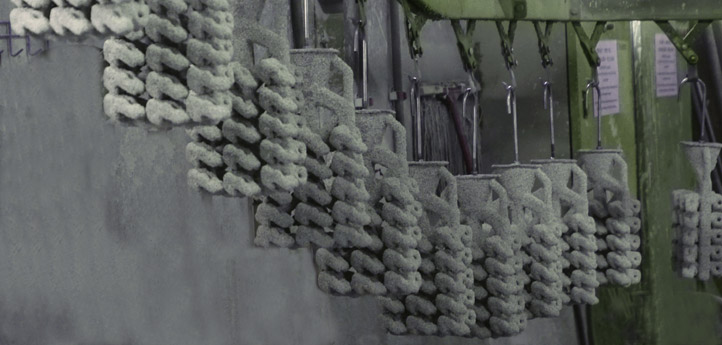
砂塗り(スタッコ)

6. 脱蝋
中空の鋳型を焼成し、液体合金を予熱した鋳型に注ぎます。金属が固まった後、スラリーシェルを破壊し、接続ゲートから個々の部品を切り離します。部品は洗浄され、さらに二次加工されます。

7. 溶かして流し込む
さまざまな技術を使用してシェルに溶融金属が充填され、金属が冷却されると、部品、ゲート、ツリー、注ぎ口カップが固体の鋳物になります。


溶融金属の注入


8. ノックアウトとクリーニング
金属が冷えて固まると、振動またはウォーターブラストによってセラミックシェルが破壊されます。
金属溶融鋳造装置は、溶融物を収容する容器と、下向きの溶融物取り出し穴を有する壁部とを備え、容器は傾斜してこの壁部を上下させることができる。噴水は、前記取り出し穴に位置合わせされたときに溶融物を受け入れる上部と、鋳型の底部と接続するための底部とを有する。容器を傾斜させることによって前記壁部が下がったときに、ガス密で弾性的に撓むシール手段が取り出し穴と噴水上部を相互接続する。
シール手段は、出湯口を有するコンバーター壁が噴水の上部に下げられたときに弾性的に柔軟に係合する2つの部分から構成され、一方の部分は壁に接続され、他方の部分は噴水に接続される。シール手段にはガス通路が設けられ、出湯金属流はガス抜きのために排気されるか、不活性ガスで包囲される。

振動機を使用したシェルノックアウト
手すり継手部品用スチールビード洗浄機
スチールビーズ洗浄機 - ロストワックス鋳造法の一つ

9. 切断
高速摩擦鋸を使用して、中央の木から部品を切り取ります。

ロストワックス鋳造後の手すり金具部品除去(ゲートカット)

10. 仕上げ
バリ取り加工、研磨加工

11. ラボテスト
階段と手すりの各部品のラボテスト

12. 梱包と配送
ステンレス製手すりおよび欄干部品の梱包
![]() 手すりアクセサリを確認してください:レール エルボ、ステンレス フランジ、レール アダプタ、ボール フィッティング、スリップオン フィッティング、フラッシュ フィッティング、レール エンド キャップ、スクエア フィッティング、レール ブラケットなど。
手すりアクセサリを確認してください:レール エルボ、ステンレス フランジ、レール アダプタ、ボール フィッティング、スリップオン フィッティング、フラッシュ フィッティング、レール エンド キャップ、スクエア フィッティング、レール ブラケットなど。
質問は?
上をクリックします - "お問い合わせ" あなたのニーズを書き留めて、我々はすぐに応答します!

についてDah Shiの手すり継手
Dah Shi工場とロストワックス鋳造プロセス
Dah Shi手すりアクセサリの利点
手すり部品および継手カテゴリ
手すりアクセサリーおよび継手カタログ
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















検索
♦ 関連製品
