ステンレススチール製手すりのアクセサリとコンポーネントのカスタマイズ - あなた専用に作られました
手すりアクセサリ OEM、ODM、OBM – 期待を超える手すり取り付け能力
Dah Shi手すり/欄干/金属建材の精巧なステンレス製アクセサリー



Dah Shi 1,000 種類の金型を選択して手すり取り付け具
を製造 --
コスト削減。時間の節約
1,000 を超える金型と 40 年の経験を活かし、Dah Shi Metal Industrial Co., Ltd.(Dah Shi)は、革新的なデザインとともに低コストの手すり継手を提供しており、国際的なバイヤーからの注目を集め続けています。角手すり、丸手すり、壁用手すり金具、階段手すりベース、階段手すりエルボ、エンドキャップ、ジョイナーなど、すべて日本・西洋・欧州の国際規格サイズに合わせて製作されています。でDah Shi、すべての手すりコンポーネントは人気があり、100% リサイクル可能なステンレス鋼で作られています。
手すり金具のトータル設計ソリューション


ステンレスシートハンドリング:手すり金具用整形機
スタイリッシュな階段手すりのデザインは、適切なソリューションを提供する経験豊富なメーカーがなければ、最終的にコストが高くなる可能性があります。これは、ロストワックス鋳造、冷間鍛造、板金成形、打ち抜き、溶接、曲げなど、さまざまな機械加工要件があるためです。適切な製造ソリューションの選択重要であり、Dah Shiそれが上手です。
ステンレス製手すりおよび欄干部品のワンストップ生産
Dah Shiはワンストップ生産を提供できます。つまり、各手すり取り付け部品は、サイズの精度と品質を確保するために厳密に設計、製造、テストされています。でDah Shi、ステンレス鋼板用のコイリング、パウンディング、プレス機(油圧高速パンチングマシンおよびプレス機)、管およびパイプ用のパイプベンディングマシンがあります。ロストワックス鋳造ワーク用のCNC、整形、自動旋盤。ステンレス製の手摺・高欄部品を製作後、叩き出し、トッピング、穴あけ、電気溶接、アルゴンスポット溶接、研磨、組立てを行います。超音波自動洗浄機、粉体静電塗装、研磨機も完備しております。
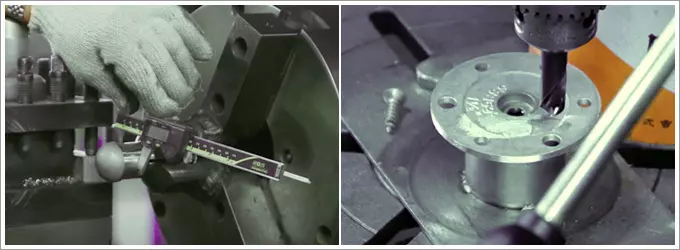
手すり金具ベースの穴あけ加工に旋盤を使用します。
ステンレス鋼の手すりおよび手すりコンポーネントの用途
Dah Shiの手すりアクセサリは世界中で設置されており、船上、公園、空港や学校、オフィスタワーなどに設置されています。また、経験豊富なため、お客様のニーズに合わせたカスタム手すりを提供する強力な能力を備えています。高い期待。
-

トリミングと再成形は、各手すりと欄干のコンポーネントの精度を確保するためのプロセスの 1 つです。
-

必要なサイズのパイプを切断する大型ステンレス鋼管切断装置
-

ステンレス高欄表面仕上げ工程
-

ステンレス製の手すりと欄干の部品Dah Shi。
-

ステンレス製の手すりと欄干の部品Dah Shi。
-
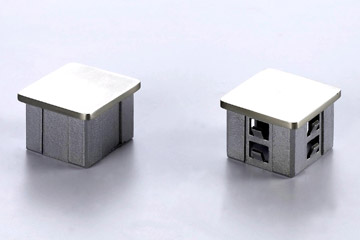
ステンレス製の手すりと欄干の部品Dah Shi。
- Dah Shiの階段と手すりのパーツは次のとおりです。
- 費用対効果の高い
- デザインもスタイルも柔軟に対応します。
- メンテナンスフリー
- 掃除が簡単
- リサイクル可能
信頼性と高品質の手すり継手のみをお探しの場合は、他に探す必要はありません。Dah Shi。
"でDah Shi、モダンでスタイリッシュ、コスト効率の高い手すり金具は、お客様の目標を達成するために 40 年以上の経験に基づいて設計されています」と、デザインマネージャーのレベッカ・リー氏は述べています。Dah Shi。

手すり取り付け部品のプロセス

1. 手すり金具の金型設計
の専任専門家チームDah Shi設計段階から最終認定まで顧客と緊密に連携し、金型と最終製品の両方が顧客のすべての要件を満たしていることを確認します。
手すりアクセサリの設計者は、最新の業界標準ソフトウェアを使用して、金型の設計と製造を通じて金型メーカーと協力します。コンピューター支援製造 (CAM) はデータ ファイルを読み取り、複雑な金型を効率的に生成することができ、正確で低コストの射出成形金型の提供を支援します。当社のエンジニアは、手すりフィッティング設計の鋳造能力の決定を支援し、鋳造設計や性能を改善するための提案が行われる場合があります。エンジニアは生産プロセスにも精通しており、彼らが工場にいることで生産中の継続的なサポートを提供します。
ソース図面がどのようなものであっても、当社のエンジニアは図面をソリッド モデルに変換できます。この立体図により、ステンレス鋼製手すりアクセサリの最終的なプロファイルを確認できます。

2. ワックスパターン作成 - 溶けたワックスの注入
所望の鋳物のワックスレプリカは、金型を使用した射出成形によって製造されます。溶けたワックスが金型に注入され、部品の正確なワックスのレプリカが作成されます。完成部品ごとに 1 つのワックス パターンを注入する必要があります。試作の場合、CADファイルを使用して熱処理パターンを生成します。
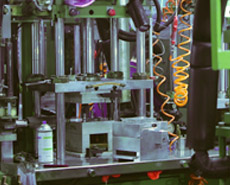
縦型ワックス射出機

手すり取付部品用縦型ワックス射出機

鋳造木と湯口

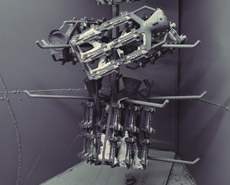
3. ワックスパターンの組み立て
鋳造プロセスは、精密な金型を使用してワックスパターンを作成することから始まります。ワックスパターンはゲートによってランナーに固定され、クラスターを形成します。クラスターを耐火物スラリーに浸し、細かい砂でコーティングして乾燥させます。
しっかりとした厚みが得られるまで、浸漬と乾燥のプロセスが繰り返されます。この後、セラミックシェルを加熱し、ワックスを溶かします。これらのパターンは、「ゲート」を介して「ツリー」または「スプルー」と呼ばれる中央のワックススティックに取り付けられ、鋳造クラスターまたはアセンブリを形成し、注ぐカップに取り付けられます。

ワックスパターンの組み立て

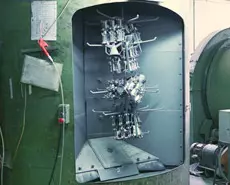
4. シェルビルディング
シェルは、アセンブリを液体セラミックスラリーに浸し、次に非常に細かい砂の床に浸すことによって構築されます。この方法でいくつかの層を適用することができます。

インベストメント鋳造コーティング技術

ロストワックス鋳造手すり継手スタッコ塗装プロセス

インベストメント鋳造プロセスのシェル製造 – 浸漬

5. 浸漬と乾燥
しっかりとした厚みが得られるまで、浸漬と乾燥のプロセスが繰り返されます。この後、セラミックシェルを加熱し、ワックスを溶かします。これにより、金型が溶融金属で満たされるキャビティ内に導かれます。
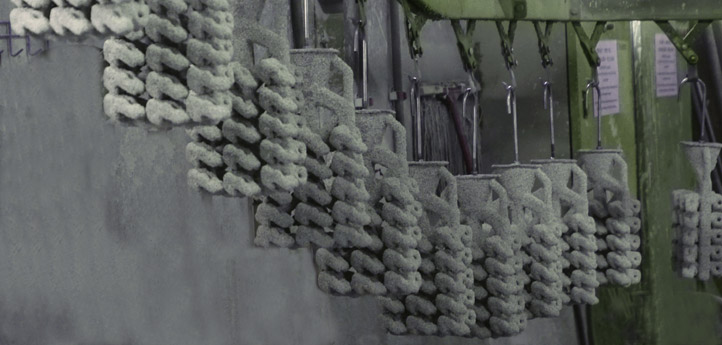
砂塗り(スタッコ)

6. 脱蝋
中空の金型が焼成され、液体合金が予熱された金型に注入されます。金属が固化した後、スラリーシェルが破壊され、個々の部品が接続ゲートから切り取られます。部品は洗浄され、さらに二次加工が施されます。

7. 溶かして注ぐ
さまざまな技術を使用してシェルに溶融金属を充填し、金属が冷えると部品、ゲート、ツリー、注ぐカップが固体の鋳物になります。


溶融金属の注入


8. ノックアウトとクリーニング
金属が冷えて固まると、振動や水の噴射によってセラミックのシェルが破壊されます。
金属溶融物鋳造装置は、溶融物を収容し、下向きの溶湯出湯孔を有する壁部分を有する容器を備え、容器は、この壁部分が昇降できるように傾斜する。ファウンテンは、前記出湯穴に位置合わせされたときに溶融物を受け取るための上部と、型の底部と接続するための底部とを有する。気密で弾性的に撓み可能なシール手段は、容器の傾斜によって前述の壁部分がその上で下降するときに、出湯孔と噴水上部とを相互接続する。
シール手段は、出湯口を備えたコンバータ壁が噴水の上部に降下されるときに弾性的に柔軟に係合する2つの部分の形態で作られ、一方の部分は壁に接続され、他方の部分は噴水に接続される。シール手段にはガス通路が設けられており、出銑金属流を排気して脱ガスしたり、不活性ガスで囲んだりすることができる。

振とう機によるシェルノックアウト
手すり取付部品用スチールビード洗浄機
スチールビード洗浄機 - ロストワックス鋳造工程の一つ

9. 切断
部品は高速摩擦鋸を使用して中央の木から切り取られます。

ロストワックス鋳造加工後の手すり金具部品取り外し(ゲートカット)

10. 仕上げ
バリ取り処理、研磨加工

11. 臨床検査
階段と手すりの各部品のラボテスト

12. 梱包と配送
ステンレス製手摺・高欄部品パッキン
![]() 手すりアクセサリをチェックしてください:レール エルボ、ステンレス フランジ、レール アダプタ、ボール フィッティング、スリップオン フィッティング、フラッシュ フィッティング、レール エンド キャップ、角型フィッティング、レール ブラケットなど。
手すりアクセサリをチェックしてください:レール エルボ、ステンレス フランジ、レール アダプタ、ボール フィッティング、スリップオン フィッティング、フラッシュ フィッティング、レール エンド キャップ、角型フィッティング、レール ブラケットなど。
質問は?
上をクリックします - "お問い合わせ" あなたのニーズを書き留めて、我々はすぐに応答します!

についてDah Shiの手すりフィッティング
Dah Shi工場およびロストワックス鋳造プロセス
Dah Shi手すりアクセサリの利点
手すりコンポーネントと継手のカテゴリ
手すりアクセサリおよび付属品のカタログ
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















検索
♦ 関連製品
