Аксессуары для перил из нержавеющей стали и персонализация компонентов – специально для вас
Аксессуары для перил OEM, ODM, OBM – возможности крепления перил превосходят ваши ожидания.
Dah ShiИзысканные аксессуары из нержавеющей стали для перил/балюстрад/металлических строительных материалов



Dah Shi Производство фитингов для перил с использованием 1000 вариантов пресс-форм —
экономия средств. Сохранение времени
Имея в наличии более 1000 форм и 40-летний опыт,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) предлагает недорогие перила , а также инновационный дизайн и продолжает завоевывать популярность у международных покупателей. Независимо от того, квадратные или круглые балюстрады, настенные перила, основания лестничных перил, колена лестничных перил, торцевые заглушки или соединительные детали, все они изготовлены в соответствии с размерами японских, западных и европейских международных стандартов. ВDah ShiВсе компоненты перил изготовлены из популярной нержавеющей стали, которая на 100% подлежит вторичной переработке.
Комплексные решения для проектирования перил


Обработка листов нержавеющей стали: машина для изменения формы перил
Стильная конструкция лестничных перил без участия опытного производителя, способного предложить правильные решения, может оказаться дорогостоящей, поскольку существуют различные требования к механической обработке, включая литье по выплавляемым моделям, холодную ковку, формование металлических листов, штамповку, сварку, гибку и т. д. Выбор подходящих производственных решений. имеет решающее значение иDah Shiхорош в этом.
Универсальное производство перил из нержавеющей стали и компонентов балюстрад
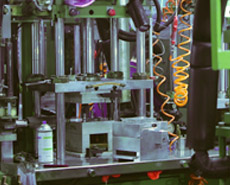
Dah Shiспособна обеспечить комплексное производство, это означает, что каждый компонент крепления перил спроектирован, изготовлен и тщательно протестирован, чтобы обеспечить точность размеров и качество. ВDah Shi, имеются намоточные, оббивочные и прессовые машины (гидравлические высокоскоростные штамповочные машины и прессы) для листов нержавеющей стали, трубогибочные машины для труб и труб; Станки с ЧПУ, формовочные и токарные автоматы для литья по выплавляемым моделям заготовок. После изготовления перил из нержавеющей стали и компонентов балюстрады выполняются забивание, наплавка, сверление, электросварка, точечная аргоновая сварка, полировка и сборка. Также доступны ультразвуковая машина для автоматической очистки, порошковое электростатическое покрытие и шлифовальный станок.
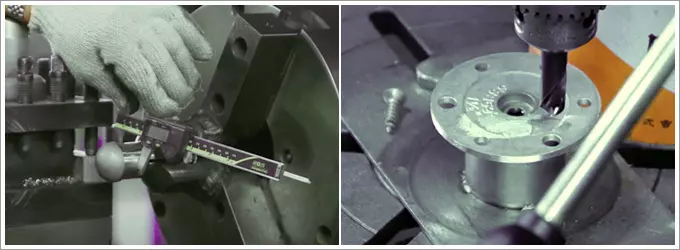
Токарный станок применяется для сверления отверстий в основаниях перил.
Применение компонентов перил и балюстрад из нержавеющей стали
Dah ShiАксессуары для перил устанавливаются по всему миру: на лодке, в парке, в аэропорту или школе, в офисной башне и т. д. А также, благодаря своему многолетнему опыту, они имеют большие возможности поставлять поручни по индивидуальному заказу, отвечающие вашим требованиям. высокие ожидания.
-

Обрезка и изменение формы — это один из процессов, обеспечивающих точность каждого компонента перил и балюстрады.
-

Большое оборудование для резки труб из нержавеющей стали для резки труб необходимых размеров.
-

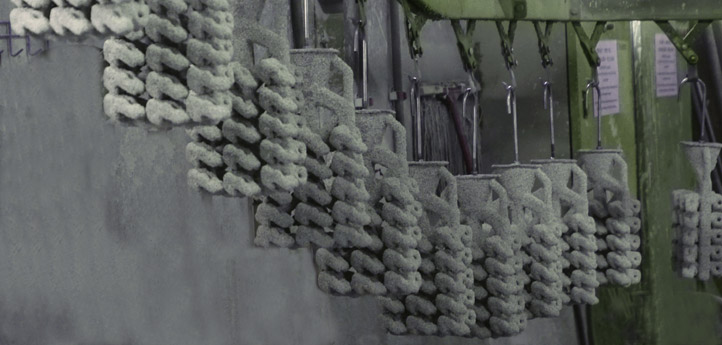
Процесс отделки поверхности балюстрады из нержавеющей стали
-

Компоненты перил и балюстрады из нержавеющей стали, изготовленныеDah Shi.
-

Компоненты перил и балюстрады из нержавеющей стали, изготовленныеDah Shi.
-
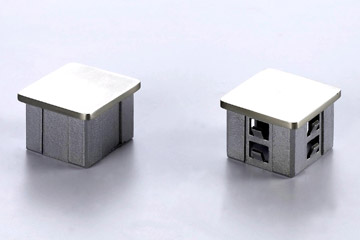
Компоненты перил и балюстрады из нержавеющей стали, изготовленныеDah Shi.
- Dah ShiДетали лестницы и перил:
- Экономически эффективным
- Гибкость в дизайне и стиле.
- Бесплатная поддержка
- Легко очистить
- пригодный для вторичной переработки
Если вы ищете надежность и только высококачественную фурнитуру для перил , обратите внимание наDah Shi.
"ВDah ShiСовременные, стильные и экономичные перила разработаны на основе более чем 40-летнего опыта для достижения ваших целей», — сказала Ребекка Ли, менеджер по дизайну компанииDah Shi.

Процесс установки перил

1. Проектирование фитингов для перил.
Команда преданных своему делу профессионалов вDah Shiтесно сотрудничают со своими клиентами, начиная с этапа проектирования и заканчивая окончательной квалификацией, гарантируя, что и штамп, и конечный продукт соответствуют всем их требованиям.
Разработчики аксессуаров для перил работают с производителями штампов на протяжении всего процесса проектирования и изготовления штампов, используя новейшее стандартное программное обеспечение. Автоматизированное производство (CAM) способно считывать файлы данных и создавать сложные формы, эффективно помогая создавать точные и недорогие формы для литья под давлением. Наши инженеры помогают определить литейную способность конструкции фитинга для перил, а также могут быть сделаны предложения по улучшению конструкции или характеристик отливки. Инженеры также полностью знакомы с производственными процессами, и их присутствие на заводах обеспечивает постоянную поддержку во время производства.
Независимо от того, какой у вас исходный чертеж, наш инженер может преобразовать ваш чертеж в твердотельную модель. Этот объемный рисунок позволяет увидеть окончательный профиль аксессуаров для перил из нержавеющей стали.

2. Изготовление восковых моделей – инъекция расплавленного воска.
Восковые копии желаемых отливок производятся методом литья под давлением с использованием металлической матрицы. Расплавленный воск впрыскивается в штамп, создавая точную восковую копию детали. На каждую готовую деталь необходимо впрыскивать одну восковую модель. В случае прототипа с помощью файла САПР создается шаблон одноразового нагревателя.
вертикальная машина для впрыска воска

Вертикальная машина для впрыска воска для деталей перил

отливка деревьев и литников

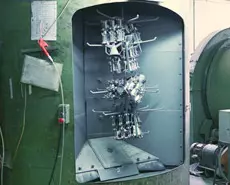
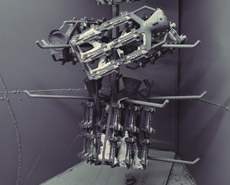
3. Сборка восковой модели
Процесс литья начинается с изготовления восковой модели с использованием точной формы. Восковые модели крепятся воротами к направляющей, образуя кластер. Кластер погружают в огнеупорный раствор и покрывают мелким песком, а затем сушат.
Процесс погружения и сушки повторяется до тех пор, пока не будет достигнута достаточная толщина. После этого керамическую оболочку нагревают, а воск вытапливают. Эти шаблоны прикрепляются через «ворота» к центральной восковой палочке, называемой «деревом» или «литником», образуя отливку или сборку, и устанавливаются на разливочный стакан.

сборка восковой модели

4. Здание «Шелл»
Оболочка создается путем погружения сборки в жидкую керамическую суспензию, а затем в слой очень мелкого песка. Таким способом можно нанести несколько слоев.

технология нанесения покрытия методом литья по выплавляемым моделям

Литье по выплавляемым моделям, процесс штукатурки перил

изготовление оболочки методом литья по выплавляемым моделям – окунание

5. Погружение и сушка
Процесс погружения и сушки повторяется до тех пор, пока не будет достигнута достаточная толщина. После этого керамическую оболочку нагревают, а воск вытапливают. Это приводит форму в полость, которую можно заполнить расплавленным металлом.
Песчаное покрытие (штукатурка)

6. Депарафинизация
Полая форма обжигается, и в предварительно нагретую форму заливают жидкий сплав. После затвердевания металла оболочка шлама отламывается и от соединительных литников вырезается отдельная часть. Детали очищаются и подвергаются дальнейшим вторичным операциям.

7. Плавление и заливка
Оболочка заполняется расплавленным металлом с использованием различных технологий, и по мере остывания металла детали, ворота, дерево и разливочный стакан превращаются в твердую отливку.


Разливка расплавленного металла


8. Выбивание и очистка
Когда металл остынет и затвердеет, керамическая оболочка разрушается вибрацией или водоструйной обработкой.
Устройство для литья металла из расплава содержит резервуар для содержания расплава и участок стенки, имеющий направленное вниз отверстие для выпуска расплава, при этом сосуд наклоняется так, что этот участок стенки можно поднимать и опускать. Фонтан имеет верхнюю часть для приема расплава при совмещении с указанным выпускным отверстием и нижнюю часть для соединения с нижней частью формы. Газонепроницаемое, упруго-отклоняющееся уплотняющее средство соединяет выпускное отверстие и верхнюю часть фонтана, когда упомянутый участок стенки опускается на него путем наклона сосуда.
Уплотняющее средство выполнено в виде двух частей, которые упруго и гибко входят в зацепление при опускании стенки преобразователя с выпускным отверстием на верх фонтана, причем одна часть соединена со стеной, а другая часть соединена с фонтаном. Уплотняющее средство снабжено проходом для газа, так что поток выпускаемого металла может быть откачен для дегазации или окружен инертным газом.

Выбивание снаряда с помощью встряхивающей машины
Машина для очистки стального борта для деталей крепления перил
машина для очистки стальных шариков - один из процессов литья по выплавляемым моделям

9. Резка
Детали отрезаются от центрального дерева с помощью высокоскоростной фрикционной пилы.

Удаление компонентов фурнитуры перил (резка ворот) после обработки отливки по выплавляемым моделям

10. Отделка
Обработка без заусенцев, процесс полировки

11. Лабораторное тестирование
Лабораторные испытания каждой части лестницы и перил

12. Упаковка и доставка
Упаковка компонентов перил и балюстрады из нержавеющей стали
![]() Ознакомьтесь с аксессуарами для перил: колена рельсов, фланцы из нержавеющей стали, адаптеры рельсов, шаровые фитинги, надвижные фитинги, фитинги заподлицо, торцевые заглушки рельсов, квадратные фитинги и кронштейны для рельсов и т. д.
Ознакомьтесь с аксессуарами для перил: колена рельсов, фланцы из нержавеющей стали, адаптеры рельсов, шаровые фитинги, надвижные фитинги, фитинги заподлицо, торцевые заглушки рельсов, квадратные фитинги и кронштейны для рельсов и т. д.
Любые Вопросы?
Нажмите на - "Связаться С Нами" чтобы записать ваши потребности, которые мы будем реагировать сразу!

ОDah ShiКрепление перил
Dah ShiЗавод и процесс литья по выплавляемым моделям
Dah ShiПреимущества аксессуаров для перил
Компонент перил и категория фитинга
Каталог аксессуаров и фурнитуры для перил
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Поиск
♦ для сопутствующих товаров
