Akcesoria i komponenty do balustrad ze stali nierdzewnej – dostosowane specjalnie do Ciebie
Akcesoria do poręczy OEM, ODM, OBM – Możliwości montażu poręczy wykraczające poza Twoje oczekiwania
Dah ShiWykwintne akcesoria ze stali nierdzewnej do poręczy / balustrad / materiałów budowlanych z metalu



Dah Shi Produkcja elementów poręczy z 1000 rodzajów form --
Oszczędność kosztów. Oszczędność czasu
Dysponując ponad 1000 dostępnych form i 40-letnim doświadczeniem,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) oferuje niedrogie okucia poręczy wraz z innowacyjnymi projektami i nadal zyskuje na popularności wśród międzynarodowych nabywców. Niezależnie od tego, czy chodzi o balustrady kwadratowe czy okrągłe, okucia poręczy do ścian, podstawy poręczy schodowych, kolanka poręczy schodowych, zaślepki lub łączniki, wszystkie są zbudowane tak , aby spełniać japońskie, zachodnie i europejskie międzynarodowe standardy rozmiarów.Dah ShiWszystkie elementy balustrady wykonane są ze stali nierdzewnej, która jest popularna i w 100% nadaje się do recyklingu.
Kompleksowe rozwiązania projektowe w zakresie montażu poręczy


Obróbka blachy ze stali nierdzewnej: maszyna do kształtowania okuć poręczy
Stylowy projekt balustrady schodowej bez doświadczonego producenta, który dostarczyłby odpowiednie rozwiązania, może okazać się kosztowny, ponieważ występują różne wymagania dotyczące obróbki, w tym odlewanie metodą traconego wosku, kucie na zimno, formowanie blachy, dziurkowanie, spawanie, gięcie itp. Wybór odpowiednich rozwiązań produkcyjnych ma kluczowe znaczenie iDah Shijest w tym dobry.
Kompleksowa produkcja elementów poręczy i balustrad ze stali nierdzewnej
Dah Shijest w stanie zapewnić kompleksową produkcję, oznacza to, że każdy element wyposażenia poręczy jest zaprojektowany, wyprodukowany i rygorystycznie przetestowany, aby zapewnić dokładność wymiarów i jakość.Dah Shi, istnieje maszyna do zwijania, tłuczenia i prasowania (hydrauliczna dziurkarka i prasa) do blach ze stali nierdzewnej, giętarki do rur i przewodów; maszyny CNC, kształtujące i automatyczne tokarki do odlewów woskowych. Po wykonaniu elementów poręczy i balustrad ze stali nierdzewnej przeprowadza się tłuczenie, topping, wiercenie, spawanie elektryczne, spawanie punktowe argonem, polerowanie i montaż. Dostępne są również ultradźwiękowe maszyny do czyszczenia automatycznego, elektrostatyczne powlekanie proszkowe i szlifierki.
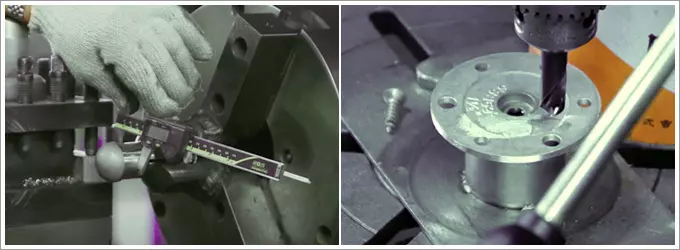
Tokarka służy do wiercenia otworów w podstawach uchwytów poręczy
Zastosowanie elementów poręczy i balustrad ze stali nierdzewnej
Dah ShiAkcesoria balustradowe firmy 's są instalowane na całym świecie, na łodziach, w parkach, na lotniskach, w szkołach, w wieżowcach biurowych itd. Ponadto, dzięki swojemu wieloletniemu doświadczeniu, firma ta jest w stanie dostarczyć niestandardowe poręcze, które spełnią Twoje wysokie oczekiwania.
-

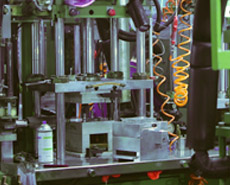
Przycinanie i przekształcanie to jeden z procesów zapewniających precyzję wykonania każdego elementu poręczy i balustrady
-

Duży sprzęt do cięcia rur ze stali nierdzewnej do cięcia rur o wymaganych rozmiarach
-

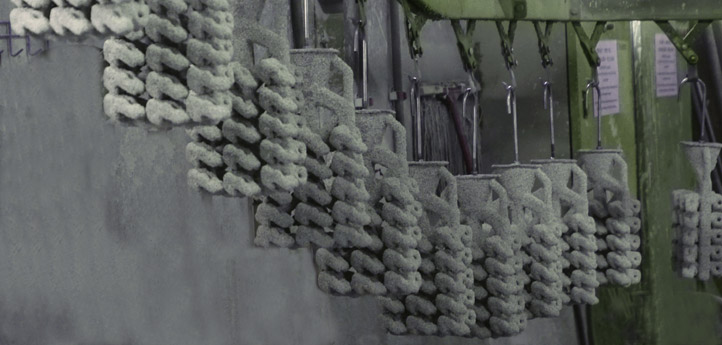
Proces wykańczania powierzchni balustrad ze stali nierdzewnej
-

Elementy poręczy i balustrad ze stali nierdzewnej wykonane przezDah Shi.
-

Elementy poręczy i balustrad ze stali nierdzewnej wykonane przezDah Shi.
-
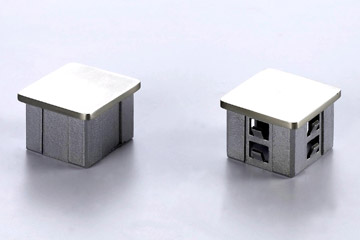
Elementy poręczy i balustrad ze stali nierdzewnej wykonane przezDah Shi.
- Dah ShiCzęści schodów i poręczy to:
- Opłacalny
- Elastyczność w projektowaniu i stylu.
- Bezobsługowy
- Łatwe do czyszczenia
- Możliwość recyklingu
Jeśli szukasz niezawodności i wyłącznie wysokiej jakości okuć poręczowych , nie szukaj dalejDah Shi.
"NaDah Shi„nowoczesne, stylowe i ekonomiczne okucia poręczy są projektowane na podstawie ponad 40-letniego doświadczenia, aby osiągnąć Twoje cele” — powiedziała Rebecca Lee, kierownik ds. projektowaniaDah Shi.

Proces montażu komponentów poręczy

1. Projektowanie matrycowe elementów poręczy
Zespół oddanych profesjonalistów wDah Shiściśle współpracują z klientami od etapu projektowania aż po końcową kwalifikację, dbając o to, aby zarówno matryca, jak i produkt końcowy spełniały wszystkie ich wymagania.
Projektanci akcesoriów poręczy współpracują z producentami matryc podczas projektowania i produkcji matrycy, korzystając z najnowszego standardowego oprogramowania branżowego. Komputerowe wspomaganie produkcji (CAM) jest w stanie odczytać pliki danych i wydajnie generować złożone formy, co pomaga w dostarczaniu dokładnych, niedrogich form wtryskowych. Nasi inżynierowie pomagają określić odlewalność konstrukcji łącznika poręczy, a także mogą przedstawić sugestie dotyczące ulepszenia konstrukcji lub wydajności odlewu. Inżynierowie są również w pełni zaznajomieni z procesami produkcyjnymi, a ich obecność w fabrykach zapewnia ciągłe wsparcie podczas produkcji.
Niezależnie od tego, jaki jest Twój rysunek źródłowy, nasz inżynier może przekształcić Twój rysunek w model bryłowy. Ten rysunek bryłowy umożliwia Ci zobaczenie ostatecznego profilu akcesoriów balustrad ze stali nierdzewnej.

2. Tworzenie modeli woskowych – wtrysk roztopionego wosku
Woskowe repliki pożądanych odlewów są produkowane metodą formowania wtryskowego przy użyciu metalowej matrycy. Roztopiony wosk jest wtryskiwany do matrycy, tworząc dokładną woskową replikę części. Jeden wzór woskowy musi być wtryskiwany dla każdej gotowej części. W przypadku prototypu, wzór jednorazowego użytku jest generowany przy użyciu pliku CAD.
pionowa maszyna do wtrysku wosku

pionowa maszyna do wtrysku wosku do elementów montażowych poręczy

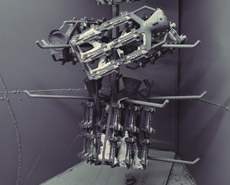
drzewa odlewnicze i wlewki

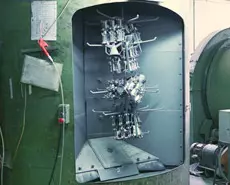
3. Montaż wzoru woskowego
Proces odlewania rozpoczyna się od wytworzenia wzoru woskowego przy użyciu precyzyjnej formy. Wzory woskowe są mocowane przez wlew do kanału w celu utworzenia klastra. Klaster jest zanurzany w ogniotrwałej zawiesinie i pokrywany drobnym piaskiem, a następnie suszony.
Proces zanurzania i suszenia powtarza się, aż do uzyskania solidnej grubości. Następnie ceramiczna skorupa jest podgrzewana, a wosk topiony. Wzory te są mocowane za pomocą „bramy” do centralnego woskowego patyczka, zwanego „drzewem” lub „wlewem”, aby utworzyć klaster odlewniczy lub zespół, i montowane na kubku do wylewania.

montaż wzoru woskowego

4. Budowanie powłoki
Skorupa jest budowana przez zanurzenie zespołu w płynnej ceramicznej zawiesinie, a następnie w złożu bardzo drobnego piasku. W ten sposób można nałożyć kilka warstw.

technologia powlekania metodą odlewania precyzyjnego

odlewanie na wosk tracony, montaż poręczy, sztukateria

wykonanie skorupy metodą odlewania precyzyjnego – zanurzeniowego

5. Zanurzanie i suszenie
Proces zanurzania i suszenia powtarza się, aż do uzyskania solidnej grubości. Następnie ceramiczna powłoka jest podgrzewana, a wosk topiony. Prowadzi to formę do wnęki, którą można wypełnić stopionym metalem.
Powłoka piaskowa (stiuk)

6. Odwoskowanie
Pusta forma jest wypalana, a ciekły stop jest wlewany do podgrzanej formy. Po stwardnieniu metalu skorupa szlamu jest odłamywana, a poszczególne części są odcinane od łączących wrót. Części są czyszczone i poddawane dalszym wtórnym operacjom.

7. Topienie i wlewanie
Skorupa wypełniana jest stopionym metalem przy użyciu różnych technik, a w miarę stygnięcia metalu części, wlewy, drzewo i kubek wlewowy stają się stałym odlewem.


Wylewanie stopionego metalu


8. Wybijanie i czyszczenie
Gdy metal ostygnie i stwardnieje, ceramiczna powłoka zostaje zerwana poprzez wibracje lub czyszczenie wodą.
Urządzenie do odlewania stopu metalu obejmuje naczynie do przechowywania stopu i mające część ścianki mającą otwór spustowy do stopu skierowany w dół, naczynie przechyla się tak, że tę część ścianki można podnosić i opuszczać. Fontanna ma górę do przyjmowania stopu po zarejestrowaniu z otworem spustowym i dno do połączenia z dnem formy. Szczelny, elastycznie odchylany środek uszczelniający łączy otwór spustowy i górę fontanny, gdy wspomniana część ścianki jest na nim opuszczana przez przechylenie naczynia.
Środek uszczelniający jest wykonany w formie dwóch części, które elastycznie elastycznie łączą się, gdy ściana konwertera z otworem spustowym jest opuszczana na górę fontanny, przy czym jedna część jest połączona ze ścianą, a druga część jest połączona z fontanną. Środek uszczelniający jest wyposażony w kanał gazowy, tak aby strumień metalu spustowego mógł zostać poddany ewakuacji w celu odgazowania lub otoczony gazem obojętnym.

Wybijanie skorupy za pomocą maszyny wstrząsającej
maszyna do czyszczenia koralików stalowych do elementów montażowych poręczy
maszyna do czyszczenia kulek stalowych - jeden z procesów odlewania metodą wosku traconego

9. Cięcie
Części są odcinane od centralnego drzewa za pomocą szybkoobrotowej piły ciernej.

Usunięcie elementu mocującego poręcz (cięcie bramy) po obróbce odlewu metodą traconego wosku

10. Wykończenie
Obróbka bez zadziorów, proces polerowania

11. Badania laboratoryjne
Test laboratoryjny każdej części schodów i poręczy

12. Pakowanie i dostarczanie
Opakowanie elementów poręczy i balustrad ze stali nierdzewnej
![]() Zapoznaj się z ofertą akcesoriów do balustrad: kolanka balustrad, kołnierze ze stali nierdzewnej, adaptery balustrad, okucia kulowe, okucia nasuwane, okucia płaskie, zaślepki balustrad, okucia kwadratowe i wsporniki balustrad itp.
Zapoznaj się z ofertą akcesoriów do balustrad: kolanka balustrad, kołnierze ze stali nierdzewnej, adaptery balustrad, okucia kulowe, okucia nasuwane, okucia płaskie, zaślepki balustrad, okucia kwadratowe i wsporniki balustrad itp.
Jakiekolwiek Pytania?
Kliknij - "Skontaktuj Się Z Nami" aby zapisać swoje potrzeby będziemy reagować szybko!

ODah ShiMontaż poręczy
Dah ShiProces odlewania fabrycznego i metodą traconego wosku
Dah ShiZalety akcesoriów poręczowych
Kategoria elementów i okuć balustrad
Katalog akcesoriów i okuć balustradowych
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Poszukiwanie
♦ dla produktów związanych z
