Аксессуары и компоненты для перил из нержавеющей стали – индивидуальное изготовление для вас
Аксессуары для поручней OEM, ODM, OBM – возможности установки поручней, превосходящие ваши ожидания
Dah ShiИзысканные аксессуары из нержавеющей стали для перил / балюстрад / металлических строительных материалов



Dah Shi Изготовление фитингов для поручней с выбором из 1000 форм —
экономия средств и времени
Имея в наличии более 1000 форм и 40 лет опыта,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) предлагает недорогие поручни с инновационным дизайном и продолжает завоевывать популярность у международных покупателей. Независимо от того, квадратные или круглые балюстрады, поручни для стен, основания лестничных перил, колена лестничных перил, заглушки или соединители, все они изготовлены в соответствии с японскими, западными и европейскими международными стандартными размерами. ВDah ShiВсе элементы перил изготовлены из нержавеющей стали, которая пользуется популярностью и на 100% пригодна для вторичной переработки.
Комплексные решения по проектированию поручней


Обработка листов нержавеющей стали: станок для перепрофилирования фитингов поручней
Стильный дизайн лестничных перил без опытного производителя, способного предоставить надлежащие решения, может оказаться дорогостоящим, поскольку существуют различные требования к механической обработке, включая литье по выплавляемым моделям, холодную ковку, формовку листового металла, штамповку, сварку, гибку и т. д. Выбор подходящих производственных решений имеет решающее значение иDah Shiхорош в этом.
Комплексное производство компонентов перил и балюстрад из нержавеющей стали
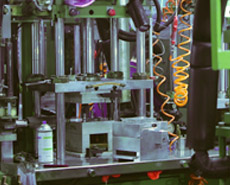
Dah Shiспособен обеспечить комплексное производство, это означает, что каждый компонент крепления поручня проектируется, изготавливается и тщательно тестируется для обеспечения точности его размеров и качества.Dah Shi, есть намоточный, долбёжный и прессовочный станок (гидравлический высокоскоростной штамповочный станок и прессовочный станок) для листов из нержавеющей стали, трубогибочные станки для труб и трубок; станки с ЧПУ, формовочные и автоматические токарные станки для заготовок литья по выплавляемым моделям. После изготовления перил и балюстрад из нержавеющей стали выполняются долбёжка, нанесение верхних слоев, сверление, электросварка, точечная аргоновая сварка, полировка и сборка. Также доступны ультразвуковая автоматическая машина для очистки, порошковое электростатическое покрытие и шлифовальный станок.
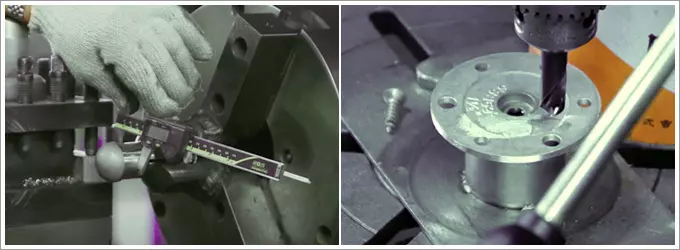
Токарный станок применяется для сверления отверстий в основаниях фитингов поручней.
Применение компонентов перил и балюстрад из нержавеющей стали
Dah ShiАксессуары для перил компании устанавливаются по всему миру: на судах, в парках, в аэропортах и школах, в офисных зданиях и т. д. Благодаря своему многолетнему опыту они обладают высокой способностью изготавливать индивидуальные поручни, соответствующие вашим высоким ожиданиям.
-

Обрезка и изменение формы — один из процессов, обеспечивающих точность каждого компонента поручня и балюстрады.
-

Большое оборудование для резки труб из нержавеющей стали для резки труб требуемых размеров.
-

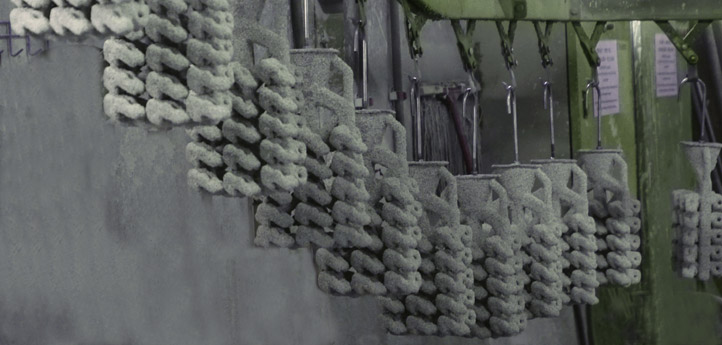
Процесс обработки поверхности балюстрады из нержавеющей стали
-

Детали перил и балюстрад из нержавеющей стали, изготовленныеDah Shi.
-

Детали перил и балюстрад из нержавеющей стали, изготовленныеDah Shi.
-
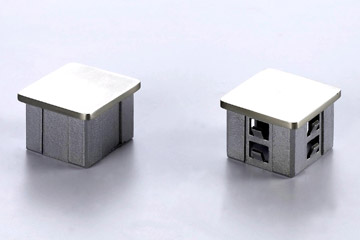
Детали перил и балюстрад из нержавеющей стали, изготовленныеDah Shi.
- Dah ShiДетали лестниц и поручней:
- Экономически эффективно
- Гибкий дизайн и стиль.
- Не требует обслуживания
- Легко чистить
- Подлежит вторичной переработке
Если вы ищете надежную и только высококачественную фурнитуру для перил , то вам стоит обратить внимание наDah Shi.
"ВDah Shi«Современные, стильные и экономичные поручни разработаны на основе более чем 40-летнего опыта для достижения ваших целей», — сказала Ребекка Ли, менеджер по дизайнуDah Shi.

Процесс установки компонентов поручня

1. Проектирование штампов для поручней
Команда преданных своему делу профессионаловDah Shiтесно сотрудничают со своими клиентами, начиная с этапа проектирования и заканчивая окончательной квалификацией, гарантируя, что и штамп, и конечный продукт соответствуют всем их требованиям.
Проектировщики аксессуаров для поручней работают со своими изготовителями штампов на протяжении всего проектирования и изготовления штампа, используя новейшее программное обеспечение, соответствующее отраслевым стандартам. Система автоматизированного производства (CAM) способна считывать файлы данных и эффективно создавать сложные формы, помогая в предоставлении точных и недорогих литьевых форм. Наши инженеры помогают определить литейные возможности конструкции фитингов для поручней, и могут быть сделаны предложения по улучшению конструкции или производительности литья. Инженеры также полностью знакомы с производственными процессами, и их присутствие на заводах обеспечивает постоянную поддержку в процессе производства.
Независимо от того, какой у вас исходный чертеж, наш инженер может преобразовать ваш чертеж в объемную модель. Этот объемный чертеж позволяет вам увидеть окончательный профиль аксессуаров для перил из нержавеющей стали.

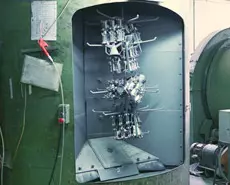
2. Изготовление восковых моделей — впрыскивание расплавленного воска
Восковые копии желаемых отливок производятся методом литья под давлением с использованием металлического штампа. Расплавленный воск впрыскивается в штамп, создавая точную восковую копию детали. Для каждой готовой детали необходимо впрыскивать одну восковую модель. В случае прототипа модель для термического удаления создается с помощью файла САПР.
вертикальная машина для инжекции воска

вертикальная машина для инжекции воска для деталей поручней

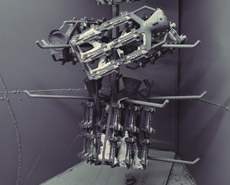
литейные деревья и литники

3. Сборка восковой модели
Процесс литья начинается с изготовления восковой модели с использованием точной формы. Восковые модели крепятся литником к литнику, образуя кластер. Кластер окунается в огнеупорный шлам и покрывается мелким песком, затем высушивается.
Процесс погружения и сушки повторяется до тех пор, пока не будет достигнута прочная толщина. После этого керамическая оболочка нагревается, и воск расплавляется. Эти модели прикрепляются через «затвор» к центральному восковому стержню, называемому «деревом» или «литником», для формирования литейного кластера или сборки и устанавливаются на литьевой чаше.

сборка восковой модели

4. Здание-ракушка
Оболочка создается путем погружения сборки в жидкую керамическую суспензию, а затем в слой очень мелкого песка. Таким образом можно наносить несколько слоев.

Технология нанесения покрытий по выплавляемым моделям

процесс лепки поручня из литого воска

изготовление оболочки методом литья по выплавляемым моделям – погружение

5. Окунание и сушка
Процесс погружения и сушки повторяется до тех пор, пока не будет достигнута прочная толщина. После этого керамическая оболочка нагревается, и воск расплавляется. Это приводит форму в полость, которую можно заполнить расплавленным металлом.
Песчаное покрытие (штукатурка)

6. Депарафинизация
Полая форма обжигается, и жидкий сплав заливается в предварительно нагретую форму. После затвердевания металла оболочка шлама отламывается и отдельная деталь отрезается от соединительных литников. Детали очищаются и подвергаются дальнейшим вторичным операциям.

7. Плавка и заливка
Оболочка заполняется расплавленным металлом с использованием различных технологий, и по мере остывания металла детали, литники, елка и литьевая чаша превращаются в цельную отливку.


Заливка расплавленного металла


8. Выбивание и очистка
После того как металл остынет и затвердеет, керамическая оболочка разрушается с помощью вибрации или струи воды.
Аппарат для литья расплава металла включает сосуд для содержания расплава и имеющий стеновую часть с направленным вниз выпускным отверстием расплава, причем сосуд наклоняется так, что эта стеновая часть может подниматься и опускаться. Фонтан имеет верхнюю часть для приема расплава при регистрации с указанным выпускным отверстием и нижнюю часть для соединения с нижней частью формы. Газонепроницаемое эластично отклоняемое уплотнительное средство соединяет выпускное отверстие и верхнюю часть фонтана, когда указанная стеновая часть опускается на него путем наклона сосуда.
Уплотнительное средство выполнено в виде двух частей, которые упруго-гибко входят в зацепление при опускании стенки конвертера с выпускным отверстием на верхнюю часть фонтана, одна часть соединена со стенкой, а другая - с фонтаном. Уплотнительное средство снабжено газовым проходом, чтобы выпускная струя металла могла быть подвергнута эвакуации для дегазации или окружена инертным газом.

Выбивание оболочки с помощью вибрационной машины
Машина для очистки стальных бусин для деталей крепления поручня
Машина для очистки стальных бусин - один из процессов литья по выплавляемым моделям

9. Резка
Детали отрезаются от центрального дерева с помощью высокоскоростной фрикционной пилы.

Удаление компонента крепления поручня (резка ворот) после обработки литья по выплавляемым моделям

10. Отделка
Обработка без заусенцев, процесс полировки

11. Лабораторные испытания
Лабораторные испытания каждой детали лестницы и поручня

12. Упаковка и доставка
Упаковка поручней и балюстрад из нержавеющей стали
![]() Ознакомьтесь с аксессуарами для перил: колена для рельсов, фланцы из нержавеющей стали, адаптеры для рельсов, шаровые фитинги, накидные фитинги, фитинги для установки вровень, заглушки для рельсов, квадратные фитинги и кронштейны для рельсов и т. д.
Ознакомьтесь с аксессуарами для перил: колена для рельсов, фланцы из нержавеющей стали, адаптеры для рельсов, шаровые фитинги, накидные фитинги, фитинги для установки вровень, заглушки для рельсов, квадратные фитинги и кронштейны для рельсов и т. д.
Любые Вопросы?
Нажмите на - "Связаться С Нами" чтобы записать ваши потребности, которые мы будем реагировать сразу!

ОDah ShiУстановка поручня
Dah ShiЗаводской и выплавляемый процесс литья
Dah ShiПреимущества аксессуаров для поручней
Категория компонентов и фитингов для перил
Каталог аксессуаров и фурнитуры для перил
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Поиск
♦ для сопутствующих товаров
