RVS-leuningaccessoires en componenten op maat – speciaal voor u gemaakt
Leuning accessoire OEM, ODM, OBM – Leuning montagevermogen overtreft uw verwachtingen
Dah ShiPrachtige roestvrijstalen accessoires voor leuningen / balustrades / metalen bouwmaterialen



Dah Shi Leuningfittingproductie met 1.000 malselecties --
kostenbesparend. tijdbesparend
Met meer dan 1.000 beschikbare mallen en 40 jaar ervaring,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) biedt goedkope leuningfittingen samen met innovatieve ontwerpen en blijft zichtbaarheid krijgen van internationale kopers. Ongeacht vierkante of ronde balustrades, leuningfittingen voor muren, trapleuningvoeten, trapleuningbochten, eindkappen of verbindingsstukken, ze zijn allemaal gebouwd om te voldoen aan Japanse, westerse en Europese internationale standaardmaten. BijDah Shi, alle onderdelen van de leuning zijn gemaakt van roestvrij staal, een populair en 100% recyclebaar staal.
Totaaloplossingen voor het ontwerpen van leuningfittingen


Handling van roestvaststalen platen: omvormmachine voor leuningbevestigingen
Een stijlvol trapleuningontwerp zonder een ervaren fabrikant die de juiste oplossingen kan leveren, kan uiteindelijk duur uitpakken, omdat er verschillende bewerkingsvereisten zijn, waaronder verlorenwasgieten, koudsmeden, het vormen van plaatmetaal, ponsen, lassen, buigen, enz. Het kiezen van geschikte productieoplossingen is van cruciaal belang enDah Shiis er goed in.
Productie van roestvrijstalen leuning- en balustradecomponenten uit één hand
Dah Shiis in staat om one-stop-productie te leveren, wat betekent dat elk onderdeel van de leuningfitting rigoureus is ontworpen, vervaardigd en getest om de nauwkeurigheid van de maatvoering en kwaliteit ervan te waarborgen. BijDah Shi, er is een wikkel-, stamp- en persmachine (hydraulische hogesnelheidsponsmachine en persmachine) voor roestvrijstalen platen, pijpbuigmachines voor buizen en pijpen; CNC, vorm- en automatische draaibankmachines voor verlorenwasgietwerkstukken. Stampen, toppen, boren, elektrisch lassen, argonpuntlassen, polijsten en assembleren worden uitgevoerd zodra roestvrijstalen leuning- en balustradecomponenten zijn gemaakt. Ultrasone autoreinigingsmachine, poederelektrostatische coating en slijpmachine zijn ook toegankelijk.
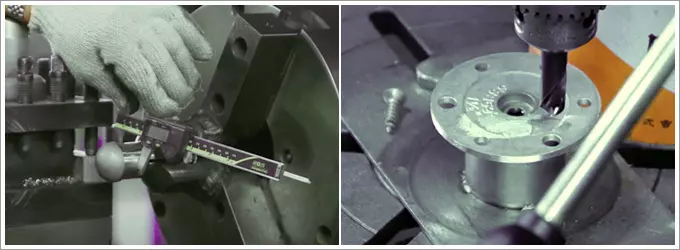
Draaibank wordt gebruikt om gaten te boren in de basis van de leuningbevestiging
Toepassing van roestvrijstalen leuning- en balustradecomponenten
Dah ShiDe leuningaccessoires van worden over de hele wereld geïnstalleerd: op boten, in parken, op vliegvelden, op scholen, in kantoorgebouwen, enzovoort. En dankzij hun jarenlange ervaring zijn ze uitstekend in staat om op maat gemaakte leuningen te leveren die aan uw hoge verwachtingen voldoen.
-

Bijsnijden en opnieuw vormen is een van de processen om de precisie van elk leuning- en balustradecomponent te garanderen
-

Een grote roestvrijstalen buissnijmachine om buizen te snijden met de vereiste afmetingen
-

Oppervlakteafwerkingsproces van balustrades van roestvrij staal
-

Leuning- en balustradecomponenten van roestvrij staal, gemaakt doorDah Shi.
-

Leuning- en balustradecomponenten van roestvrij staal, gemaakt doorDah Shi.
-
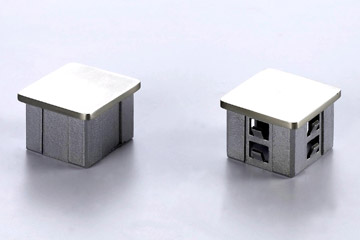
Leuning- en balustradecomponenten van roestvrij staal, gemaakt doorDah Shi.
- Dah ShiDe trap- en leuningonderdelen van zijn:
- Kosteneffectief
- Flexibel in ontwerp en stijl.
- Onderhoudsvrij
- Gemakkelijk schoon te maken
- Recyclebaar
Als u op zoek bent naar betrouwbaarheid en alleen hoogwaardige leuningbevestigingen , hoeft u niet verder te zoeken danDah Shi.
"BijDah Shi", moderne, stijlvolle en kosteneffectieve leuningbevestigingen zijn ontworpen op basis van meer dan 40 jaar ervaring om uw doelen te bereiken", aldus Rebecca Lee, de designmanager vanDah Shi.

Proces voor het monteren van een leuningcomponent

1. Ontwerp van de leuningfittingen
Team van toegewijde professionals bijDah Shiwerken nauw samen met hun klanten, vanaf de ontwerpfase tot en met de uiteindelijke kwalificatie, om ervoor te zorgen dat zowel de matrijs als het eindproduct aan al hun eisen voldoen.
De ontwerpers van leuningaccessoires werken samen met hun matrijzenmakers tijdens het ontwerp en de fabricage van de matrijs met behulp van de nieuwste industriestandaardsoftware. De Computer-Aided-Manufacturing (CAM) is in staat om gegevensbestanden te lezen en genereert complexe mallen efficiënt, wat helpt bij het leveren van nauwkeurige, goedkope spuitgietmatrijzen. Onze ingenieurs helpen bij het bepalen van de gietbaarheid van het ontwerp van de leuningfitting, en er kunnen suggesties worden gedaan om het gietontwerp of de prestaties te verbeteren. De ingenieurs zijn ook volledig op de hoogte van productieprocessen, en hun aanwezigheid in de fabrieken biedt voortdurende ondersteuning tijdens de productie.
Ongeacht wat uw brontekening is, onze ingenieur kan uw tekening omzetten in een solide model. Deze solide tekening stelt u in staat om het uiteindelijke profiel van roestvrijstalen leuningaccessoires te zien.

2. Waspatroon maken - injectie van gesmolten was
Wasreplica's van de gewenste gietstukken worden geproduceerd door spuitgieten met behulp van een metalen matrijs. Gesmolten was wordt in de matrijs gespoten, waardoor een exacte wasreplica van het onderdeel ontstaat. Voor elk afgewerkt onderdeel moet één waspatroon worden gespoten. In het geval van een prototype wordt een hitte-wegwerppatroon gegenereerd met behulp van een CAD-bestand.
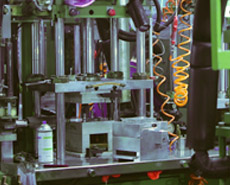
verticale wasinjectiemachine

verticale wasinjectiemachine voor onderdelen voor leuningmontage

bomen en gietbomen gieten

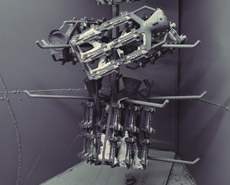
3. Montage van het waspatroon
Het gietproces begint met de productie van een waspatroon met behulp van een precisiemal. De waspatronen worden door de poort aan een loper bevestigd om een cluster te vormen. De cluster wordt in vuurvaste slurry gedompeld en bedekt met fijn zand en vervolgens gedroogd.
Het proces van dompelen en drogen wordt herhaald totdat een robuuste dikte is bereikt. Hierna wordt de keramische schaal verhit en wordt de was weggesmolten. Deze patronen worden via een "poort" bevestigd aan een centrale wasstok, ook wel een "boom" of "gietboom" genoemd, om een gietcluster of -assemblage te vormen, en worden op een gietbeker gemonteerd.

montage van waspatronen

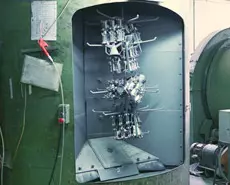
4. Shell-gebouw
Een schelp wordt gebouwd door de assemblage onder te dompelen in een vloeibare keramische slurry en vervolgens in een bed van extreem fijn zand. Op deze manier kunnen meerdere lagen worden aangebracht.

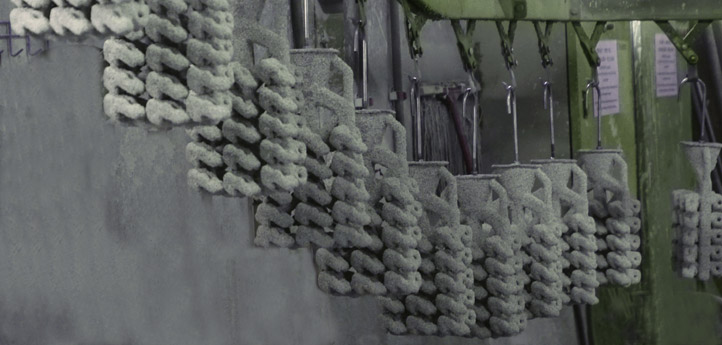
technologie voor het gieten van investeringscoatings

verloren was gieten leuning montage stucwerk proces

schelp maken van investeringsgietproces – dompelen

5. Onderdompelen en drogen
Het proces van dompelen en drogen wordt herhaald totdat een robuuste dikte is bereikt. Hierna wordt de keramische schaal verhit en de was wordt weggesmolten. Dit leidt de mal naar een holte die kan worden gevuld met het gesmolten metaal.
Zandcoating (stucwerk)

6. Ontwassen
De holle mal wordt gebakken en de vloeibare legering wordt in de voorverwarmde mal gegoten. Nadat het metaal is gestold, wordt de slurrymantel afgebroken en wordt het individuele onderdeel van de verbindingspoorten afgesneden. De onderdelen worden gereinigd en onderworpen aan verdere secundaire bewerkingen.

7. Smelten en gieten
De mantel wordt met behulp van verschillende technieken gevuld met gesmolten metaal. Zodra het metaal afkoelt, worden de onderdelen, de poorten, de boom en de gietbeker een vast gietstuk.


Gesmolten metaal gieten


8. Uitkloppen en schoonmaken
Zodra het metaal is afgekoeld en gestold, wordt de keramische schaal door middel van trillingen of waterstralen afgebroken.
Een metaalsmeltgietapparaat omvat een vat voor het bevatten van de smelt en met een wandgedeelte met een naar beneden wijzend smeltaftapgat, waarbij het vat kantelt zodat dit wandgedeelte omhoog en omlaag kan worden gebracht. Een fontein heeft een bovenkant voor het ontvangen van de smelt wanneer deze is geregistreerd bij genoemd aftapgat en een onderkant voor verbinding met de onderkant van een mal. Een gasdicht elastisch afbuigbaar afdichtingsmiddel verbindt het aftapgat en de fonteinbovenkant wanneer het genoemde wandgedeelte daarop wordt neergelaten door het vat te kantelen.
Het afdichtingsmiddel is gemaakt in de vorm van twee delen die elastisch flexibel in elkaar grijpen wanneer de converterwand met het tapgat op de bovenkant van de fontein wordt neergelaten, waarbij het ene deel is verbonden met de wand en het andere deel is verbonden met de fontein. Het afdichtingsmiddel is voorzien van een gasdoorgang zodat de tapmetaalstroom kan worden onderworpen aan evacuatie voor ontgassing of kan worden omgeven door een inert gas.

Shell knockout met behulp van schudmachine
reinigingsmachine voor stalen kralen voor leuningmontagecomponenten
machine voor het reinigen van stalen kralen - een van de verlorenwasgietprocessen

9. Snijden
De onderdelen worden met een hogesnelheids-wrijvingszaag van de centrale boom afgesneden.

Verwijderen van het onderdeel van de leuningfitting (poortsnijden) nadat het verlorenwasgietstuk is verwerkt

10. Afwerking
Braamvrije behandeling, polijstproces

11. Laboratoriumtesten
Laboratoriumtest voor elk onderdeel van de trap en leuning

12. Inpakken en bezorgen
Verpakking van onderdelen voor leuningen en balustrades van roestvrij staal
![]() Bekijk de accessoires voor leuningen: leuningbochten, roestvrijstalen flenzen, leuningadapters, kogelkoppelingen, opzetkoppelingen, vlakke koppelingen, leuningeindkappen, vierkante koppelingen en leuningbeugels, enzovoort.
Bekijk de accessoires voor leuningen: leuningbochten, roestvrijstalen flenzen, leuningadapters, kogelkoppelingen, opzetkoppelingen, vlakke koppelingen, leuningeindkappen, vierkante koppelingen en leuningbeugels, enzovoort.
Nog Vragen?
Klik op - "Contacteer Ons" uw wensen te schrijven zullen we snel reageren!

OverDah Shi's Leuning Montage
Dah ShiFabrieks- en verlorenwasgietproces
Dah ShiVoordelen van leuningaccessoires
Leuningcomponent en montagecategorie
Catalogus met accessoires en fittingen voor leuningen
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Zoeken
♦ voor aanverwante producten
