Accesorios y componentes de barandillas de acero inoxidable personalizados: hechos específicamente para usted
Accesorios para pasamanos OEM, ODM, OBM: capacidad de montaje de pasamanos que supera sus expectativas
Dah ShiExquisitos accesorios de acero inoxidable para pasamanos/balaustradas/materiales de construcción de metal



Dah Shi Fabricación de accesorios para pasamanos con 1000 opciones de moldes:
ahorro de costos y tiempo
Con más de 1.000 moldes disponibles y 40 años de experiencia,Dah Shi Metal Industrial Co., Ltd.(Dah Shi) ofrece accesorios para pasamanos de bajo costo junto con diseños innovadores y continúa ganando visibilidad entre los compradores internacionales. Independientemente de si se trata de balaustradas cuadradas o redondas, accesorios para pasamanos para paredes, bases para pasamanos de escaleras, codos para pasamanos de escaleras, tapas de extremos o uniones, todos ellos están fabricados para cumplir con los tamaños estándar internacionales japoneses, occidentales y europeos.Dah ShiTodos los componentes de la barandilla están hechos de acero inoxidable, que es popular y 100% reciclable.
Soluciones integrales de diseño para pasamanos


Manipulación de chapa de acero inoxidable: máquina de remodelado para herrajes de pasamanos
Un diseño elegante de barandilla de escalera sin un fabricante experimentado que ofrezca soluciones adecuadas puede terminar siendo costoso, ya que existen varios requisitos de mecanizado, que incluyen fundición a la cera perdida, forjado en frío, conformado de láminas de metal, punzonado, soldadura, doblado, etc. Elegir soluciones de fabricación adecuadas es fundamental yDah ShiEs bueno en eso.
Producción integral de componentes de pasamanos y balaustradas de acero inoxidable
Dah Shies capaz de proporcionar una producción integral, lo que significa que cada componente de montaje de pasamanos está diseñado, fabricado y probado rigurosamente para garantizar su precisión de tamaño y calidad.Dah ShiHay máquinas de bobinado, martillado y prensado (punzonadora hidráulica de alta velocidad y prensa) para láminas de acero inoxidable, máquinas dobladoras de tubos y caños; máquinas CNC, de conformado y tornos automáticos para piezas de fundición a la cera perdida. Una vez que se fabrican los componentes de pasamanos y balaustradas de acero inoxidable, se realizan martillados, desbastados, perforaciones, soldaduras eléctricas, soldaduras por puntos de argón, pulido y ensamblaje. También se encuentran disponibles máquinas de limpieza automática por ultrasonidos, recubrimiento electrostático en polvo y rectificadoras.
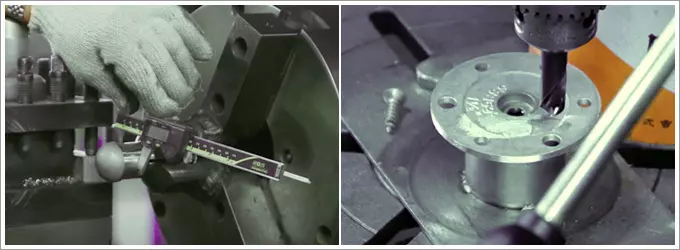
El torno se utiliza para perforar agujeros en las bases de montaje de los pasamanos.
Componentes de pasamanos y balaustradas de acero inoxidable Aplicación
Dah ShiLos accesorios de barandilla de se instalan en todo el mundo, están en el barco, en el parque, en el aeropuerto o la escuela, en la torre de oficinas, etc. Y también debido a su experiencia experimentada, tienen una gran capacidad para entregar pasamanos personalizados para cumplir con sus altas expectativas.
-

El recorte y remodelado es uno de los procesos para garantizar la precisión de cada componente de pasamanos y balaustrada.
-

Un gran equipo de corte de tubos de acero inoxidable para cortar tuberías con los tamaños requeridos.
-

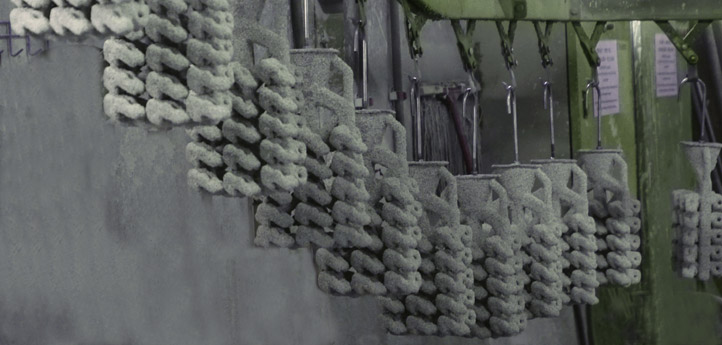
Proceso de acabado de la superficie de la barandilla de acero inoxidable
-

Componentes de pasamanos y balaustradas de acero inoxidable fabricados porDah Shi.
-

Componentes de pasamanos y balaustradas de acero inoxidable fabricados porDah Shi.
-
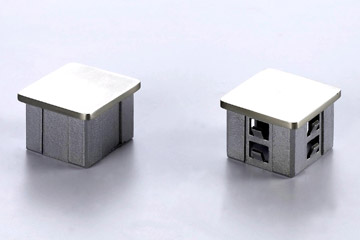
Componentes de pasamanos y balaustradas de acero inoxidable fabricados porDah Shi.
- Dah ShiLas partes de escalera y pasamanos son:
- Rentable
- Flexible en diseño y estilo.
- Libre de mantenimiento
- Fácil de limpiar
- Reciclable
Si busca confiabilidad y solo accesorios de pasamanos de alta calidad , no busque más.Dah Shi.
"EnDah ShiLos pasamanos modernos, elegantes y económicos están diseñados en base a más de 40 años de experiencia para lograr sus objetivos", dijo Rebecca Lee, gerente de diseño deDah Shi.

Proceso de montaje de componentes de pasamanos

1. Diseño de matrices para accesorios de pasamanos
Equipo de profesionales dedicados enDah ShiTrabajar en estrecha colaboración con sus clientes desde la etapa de diseño hasta la calificación final, garantizando que tanto la matriz como el producto final cumplan con todos sus requisitos.
Los diseñadores de accesorios para pasamanos trabajan con sus fabricantes de troqueles durante todo el proceso de diseño y fabricación del troquel utilizando el software estándar de la industria más reciente. El sistema de fabricación asistida por computadora (CAM) es capaz de leer archivos de datos y generar moldes complejos de manera eficiente, lo que ayuda a proporcionar moldes de inyección precisos y de bajo costo. Nuestros ingenieros ayudan a determinar la capacidad de fundición del diseño del accesorio para pasamanos y pueden hacer sugerencias para mejorar el diseño o el rendimiento de la fundición. Los ingenieros también están completamente familiarizados con los procesos de producción y su presencia en las fábricas proporciona un apoyo continuo durante la producción.
No importa cuál sea su plano de origen, nuestro ingeniero puede transformarlo en un modelo sólido. Este plano sólido le permite ver el perfil final de los accesorios de barandilla de acero inoxidable.

2. Fabricación de patrones de cera: inyección de cera fundida
Las réplicas en cera de las piezas fundidas deseadas se producen mediante moldeo por inyección utilizando una matriz de metal. Se inyecta cera fundida en la matriz, lo que crea una réplica en cera exacta de la pieza. Se debe inyectar un patrón de cera por cada pieza terminada. En el caso de un prototipo, se genera un patrón desechable por calor utilizando un archivo CAD.
Máquina de inyección de cera vertical

Máquina de inyección de cera vertical para piezas de montaje de pasamanos

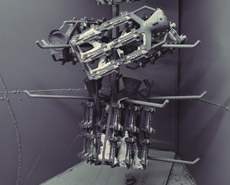
Árboles de fundición y gradas

3. Ensamblaje del patrón de cera
El proceso de fundición comienza con la producción de un modelo de cera mediante un molde de precisión. Los modelos de cera se fijan mediante la compuerta a un canal para formar un conjunto. El conjunto se sumerge en una lechada refractaria y se recubre con arena fina para luego secarse.
El proceso de inmersión y secado se repite hasta lograr un espesor robusto. Después de esto, la capa de cerámica se calienta y la cera se derrite. Estos patrones se unen a través de una "compuerta" a una barra de cera central, denominada "árbol" o "bebedero", para formar un conjunto o grupo de piezas de fundición y se montan en una copa de vertido.

conjunto de patrón de cera

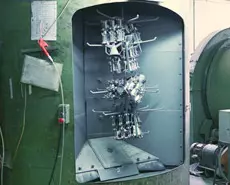
4. Edificio de concha
La carcasa se construye sumergiendo el conjunto en una suspensión de cerámica líquida y luego en un lecho de arena extremadamente fina. De esta manera se pueden aplicar varias capas.

Tecnología de recubrimiento por fundición de inversión

Proceso de estucado de pasamanos de fundición a la cera perdida

Fabricación de carcasas mediante proceso de fundición de inversión: inmersión

5. Sumergir y secar
El proceso de inmersión y secado se repite hasta conseguir un espesor resistente. Después, se calienta la carcasa de cerámica y se derrite la cera. Esto lleva el molde a una cavidad que se puede llenar con el metal fundido.
Recubrimiento de arena (estuco)

6. Desparafinado
Se cuece el molde hueco y se vierte la aleación líquida en el molde precalentado. Una vez solidificado el metal, se rompe la capa de lechada y se cortan las piezas individuales de las compuertas de conexión. Las piezas se limpian y se someten a otras operaciones secundarias.

7. Derretir y verter
La carcasa se llena con metal fundido mediante diversas técnicas y, a medida que el metal se enfría, las piezas, las compuertas, el árbol y el recipiente de vertido se convierten en una pieza sólida.


Vertido de metal fundido


8. Desmoldar y limpiar
Cuando el metal se ha enfriado y solidificado, la capa de cerámica se rompe mediante vibración o chorro de agua.
Un aparato de colada de metales comprende un recipiente para contener la masa fundida y que tiene una porción de pared que tiene un orificio de colada que apunta hacia abajo, inclinándose el recipiente de modo que esta porción de pared se puede elevar y bajar. Una fuente tiene una parte superior para recibir la masa fundida cuando se alinea con dicho orificio de colada y una parte inferior para la conexión con la parte inferior de un molde. Un medio de sellado hermético y elásticamente deflectable interconecta el orificio de colada y la parte superior de la fuente cuando la porción de pared mencionada se baja sobre la misma al inclinar el recipiente.
El medio de sellado está formado por dos piezas que se acoplan de forma elástica y flexible cuando la pared del convertidor con el orificio de colada se baja hasta la parte superior de la fuente, estando una pieza unida a la pared y la otra pieza unida a la fuente. El medio de sellado está provisto de un paso de gas para que la corriente de metal de colada pueda ser evacuada para su desgasificación o rodeada por un gas inerte.

Extracción de conchas mediante máquina agitadora
Máquina de limpieza de perlas de acero para componentes de montaje de pasamanos
Máquina de limpieza de perlas de acero: uno de los procesos de fundición a la cera perdida

9. Corte
Las piezas se cortan del árbol central utilizando una sierra de fricción de alta velocidad.

Extracción del componente de montaje del pasamanos (corte de la puerta) después de procesar la fundición a la cera perdida

10. Acabado
Tratamiento sin rebabas, proceso de pulido.

11. Pruebas de laboratorio
Prueba de laboratorio para cada parte de escalera y pasamanos.

12. Embalaje y entrega
Embalaje de componentes de pasamanos y balaustradas de acero inoxidable
![]() Consulte los accesorios para barandillas: codos de barandilla, bridas de acero inoxidable, adaptadores de barandilla, accesorios de bola, accesorios deslizantes, accesorios empotrados, tapas de extremos de barandilla, accesorios cuadrados y soportes de barandilla, etc.
Consulte los accesorios para barandillas: codos de barandilla, bridas de acero inoxidable, adaptadores de barandilla, accesorios de bola, accesorios deslizantes, accesorios empotrados, tapas de extremos de barandilla, accesorios cuadrados y soportes de barandilla, etc.
Alguna Pregunta?
Haga clic en - "Contáctenos" para anotar sus necesidades, le responderemos pronto!

Acerca deDah ShiMontaje de pasamanos de
Dah ShiProceso de fundición a la cera perdida y en fábrica
Dah ShiVentajas de los accesorios para pasamanos
Categoría de componentes y accesorios de barandilla
Catálogo de accesorios y herrajes para barandillas
Dah Shi Metal Industrial Co., Ltd. Privacy Policy
















Búsqueda
♦ para los productos relacionados
